
分子筛脱水装置再生气中H2S含量升高原因解析及整改措施
2011-01-16 01:47喻泽汉
石油与天然气化工 2011年5期
罗 斌 王 剑 喻泽汉 陈 信 李 丽
(1.中国石油西南油气田公司重庆天然气净化总厂 2.中国石油西南油气田公司天然气研究院)
天然气脱水是天然气进入输送管道前进行集中处理的重要环节。通过脱除天然气中的水分,可以有效防止水合物的形成,避免堵塞管道阀门,同时还可以减少气体对管线的腐蚀,保证集输管道的安全生产。目前已经工业化的天然气脱水方法有:溶剂吸收法、固体吸附法、直接冷冻法、膜分离法等。最近,超音速涡流管技术在天然气脱水应用中取得了成功,两列工业装置总处理规模已达1 700×104m3/d[1-3]。在上述工艺中,溶剂吸收法和固体吸附法应用最为普遍,而在固体吸附法中,分子筛又因具有吸附选择性强、吸附剂湿容量高、使用寿命长、不易被液态水破坏等优点,成为应用广泛的脱水吸附剂,除中、低含硫天然气外,在高含硫天然气和凝析气田的脱水中也得到成功的应用[4-6]。
1 脱水工艺简述
土库曼斯坦一大型天然气处理厂采用固体吸附法脱水工艺,吸附剂选用UOP上海公司生产的4Å型分子筛,该分子筛对水的吸附具有很好的选择性,通过4塔切换操作实现分子筛对天然气中水分的吸附和再生,从而达到脱除原料天然气中水分的目的。该装置具有操作简单、自动化程度高、脱水深度高等特点。
1.1 原料天然气脱水吸附
来自脱硫脱碳装置的原料气压力为5.73MPa(G),流量为395.7×104m3/d,经脱烃装置冷却至30℃后与经冷却分离并增压后的富再生气混合,进入原料气聚结器除去夹带的水滴。出聚结器的原料气分为两股,自上而下分别进入两个并联的分子筛脱水塔进行脱水吸附。脱水后的净化气进入产品气粉尘过滤器过滤出残留的分子筛粉尘后,作为本脱水单元产品气送至脱烃装置。
1.2 脱水塔冷却再生
从脱水后的干气管线上引出一股温度为32℃,压力为5.63MPa(G),流量为23.74×104m3/d的天然气作为冷却气,自上而下通过刚完成再生过程的分子筛脱水塔以冷却该塔。出脱水塔的冷却气经换热器与富再生气换热后进入再生气加热炉加热至300℃后作为贫再生气,自下而上地通过刚完成吸附过程的分子筛脱水塔,使吸附的水脱附并进入再生气中,从而完成该塔的再生过程。
1.3 再生气冷却外送
出塔后的富再生气经换热器回收热量后进入再生气空冷器进行冷却,使再生气中的大部分水蒸气冷凝为液体。冷却后的富再生气进入再生气分离器分离出游离水,经再生气压缩机增压后返回进脱水塔的湿净化气管线。分离出的污水进入污水总管(见图1)。
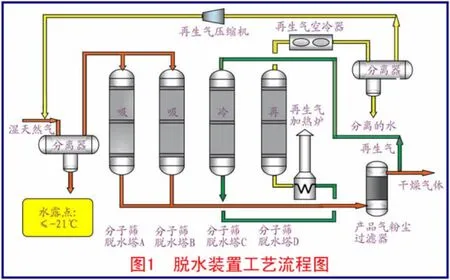
分子筛脱水采用四塔流程,分子筛脱水塔在1个操作周期内吸附12h,再生6h,冷却6h,运行期间保持两塔吸附、一塔冷却、一塔再生,再生气加热炉连续操作(见表1)。该工艺有别于国内其他脱水工艺的特征在于:脱水装置采用同一股气流,先用作冷吹气,后作为再生气,因而无需建压再生。其优点是既简化了工艺流程,又减少了再生气用量,回收了热能,从而降低了装置整体能耗。
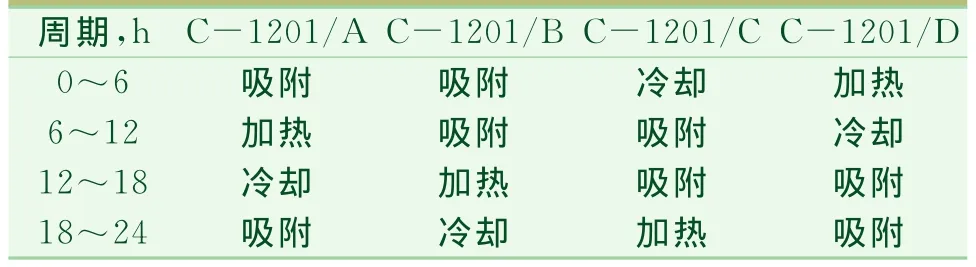
表1 脱水装置吸附塔工作状态切换表
2 装置运行状况
2.1 概述
该厂自装置投运以来,脱水单元运行情况总体较好,无论是脱水深度还是分子筛的程序切换均达到设计要求,经测试:在原料气处理量为500×104m3/d时,分子筛最高脱水深度可达-38℃。
同时,分子筛程序切换可在线修改正常切换时间及第一次切换时间,灵活地调整分子筛再生情况及脱水深度。
2.2 存在的问题
然而,自开产投运以来,取样分析结果表明:再生气中H2S含量偏高,从而导致干净化气中H2S含量超标,分析数据详见表2。
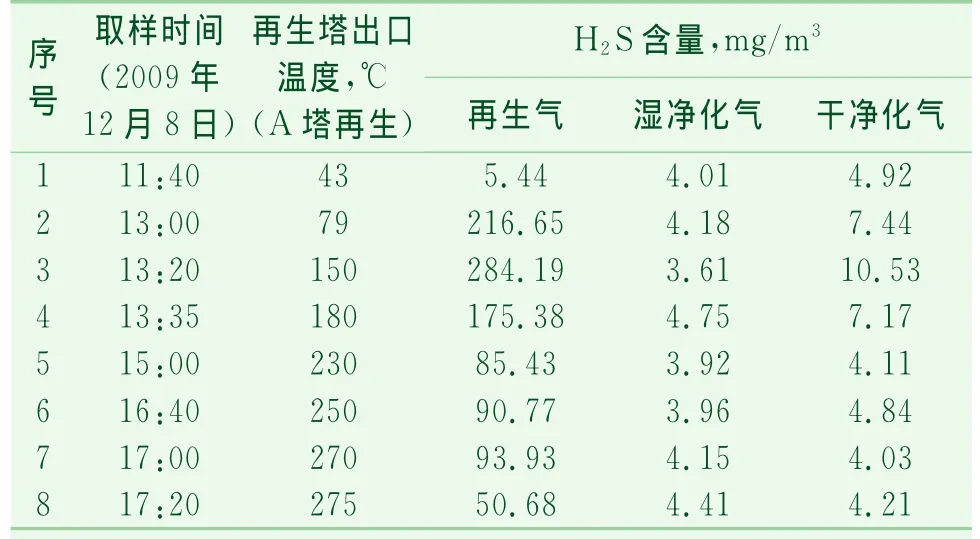
表2 气质分析数据
从表2可以看出:再生气中H2S含量在吸附转为再生后1h~2h内达到最高。
2.3 原因分析
该厂脱水装置采用的4Å型分子筛具有如下特性:分子筛外表成球状,内部为孔隙结构,比表面积大,其孔隙对H2S、甲硫醇和乙硫醇具有一定的吸附能力,但是吸附能力很低。对于C3以上的硫醇,由于分子直径较大,不能进入分子筛孔道,故基本不具备吸附C3以上硫醇的能力。由于分子筛的孔隙结构,决定了分子筛在吸附水的同时也要吸附部分H2S、有机硫等介质。当水和H2S同时存在时,分子筛将优先吸附水,若吸附水后还具有多余的吸附能力,则将继续吸附原料气中的H2S等气体。
该厂脱水装置即为分子筛吸附能力过剩的情况,在设定的吸附周期内,分子筛吸附塔吸附水后尚未达到饱和,将继续吸附原料气中的H2S等气体,并于再生时将H2S解析至再生气中,造成再生气中H2S含量升高。由于系统中的再生气需循环使用,H2S在再生气中不断累积,含量持续升高,导致出吸收塔的干净化气所含H2S出现周期性的波动。
此外,当分子筛吸附塔处于再生流程时,再生塔底部温度由40℃逐渐升高至290℃,顶部温度也将高达270℃。当再生塔温度在270℃~290℃时,若再生塔含水量较高,部分有机硫将与水发生水解反应生成H2S,也会导致再生气中H2S含量升高。
2.4 可能导致的后果
由于分子筛再生初期H2S和有机硫含量较高,导致再生气中H2S含量也随着再生过程呈现周期性的变化,影响产品气质量。
同时,再生气中含有大量H2S和再生出来的游离水,势必加剧设备、管线的腐蚀,若设计时腐蚀裕量考虑不足,势必成为装置运行的安全隐患。
3 整改措施及效果
3.1 临时措施
为使分子筛在吸附水的同时尽可能少吸附H2S,经过多次试验分析,通过延长吸附周期、降低再生温度及再生气流量等措施,使分子筛在吸附水的同时尽可能少吸附H2S,通过运行试验取得了较好的效果。
3.1.1 吸附周期、温度、再生气量临时调整
调整吸附周期、降低再生温度、减少再生气流量措施,使分子筛吸附水后趋向饱和,以尽可能少吸附H2S,并用水驱赶吸附在分子筛中的少量H2S。
处理厂在保证脱水后水露点合格的情况下,单塔吸附周期由原设计的12h延长至16h。将再生塔出口温度由设计的290℃降到250℃,并将再生气流量由设计值8 889m3/h降为6 000m3/h。通过以上操作参数调整后分析取样结果表明:再生气中H2S含量明显下降(见表3)。
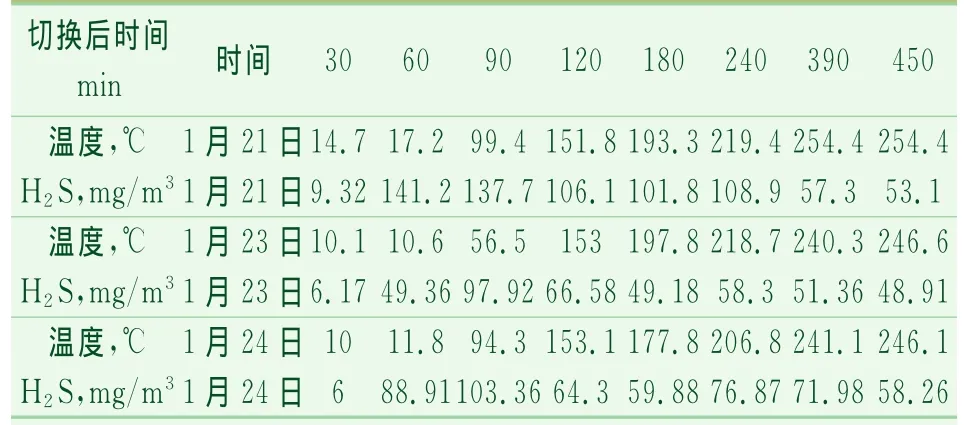
表3 气质分析数据
由表3看出,将再生气流量调整为比设计值低2 800m3/h,并将再生时间延长2h,再生气中H2S在再生后90min达到137mg/m3的最高含量,比2009年12月26日再生气中H2S最高含量284 mg/m3降低约一半。
3.1.2 工艺流程临时调整
湿净化气不经过脱烃装置的绕管式换热器进行预冷,将脱硫装置来的湿净化气部分走旁通直接去脱水装置脱水,提高进脱水装置湿净化气含水量,让吸附塔内分子筛尽可能多吸附水,少吸附H2S等其它气体。
3.2 长期整改措施
3.2.1 更换部分设备管线。
为减少设备管材腐蚀,装置大修期间将脱水单元不抗硫的设备管线材质全部更换为抗硫材质,避免因H2S腐蚀导致潜在的安全隐患。
同时,正式变更工艺操作参数,通过设置空冷器风机转速,使空冷器出口管线中被分离出来的游离水温度保持在40℃以上,尽量避开H2S腐蚀的温度敏感区。
3.2.2 调整工艺流程
为充分保证工艺操作安全,彻底降低生产操作过程中的潜在风险,在2010年装置大修时,将原设计的再生气通过增压机增压后返回脱水单元分子筛吸收塔,更改为增压后返回脱硫单元吸收塔入口管线。同时,通过对再生气压缩气阀、冷却系统等进行改造,增加压缩比,以满足工艺需求,使再生气中积累的H2S在吸收塔内得以脱除,彻底消除了再生系统中H2S含量持续升高所带来的安全隐患。
由于脱硫单元原料气处理量为450×104m3/d,H2S含量为45g/m3,而再生气最高流量仅为21.36 ×104m3/d,H2S含量最高也只有0.284g/m3,故将再生气引入脱硫系统对脱硫效果不会造成影响。
3.3 效果评价
通过长期整改措施对工艺流程实施整改后,从整改后1年半的装置运行情况来看,彻底改变了再生气中H2S含量规律变化导致的产品气质量波动的缺陷,同时有效地消除了再生气中H2S含量升高造成的安全隐患。气质分析见表4。
由表4与表2对比可看出,在再生气流量、吸附及再生时间不变的前提下,再生气中H2S含量虽然没有变化,但是通过工艺流程的更改,将再生气中富含的H2S引至脱硫吸收塔吸收后,产品气质量合格、稳定。
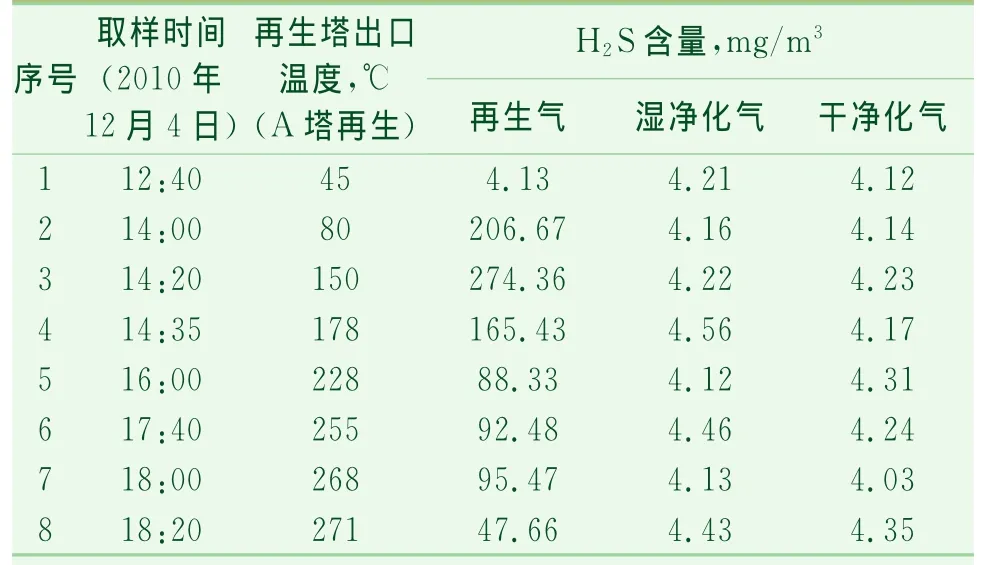
表4 气质分析数据
注:流程更改后再生气流量8 900m3/h,再生6h,吸附12h。
4 结语
总体来看,4塔分子筛脱水工艺在该座大型高含硫天然气处理厂运用比较成功。该工艺脱水深度和自动化程度较高,完全能够满足设计及现场工况的要求。在研究出再生气中H2S含量随再生时间和再生气量的变化规律后,通过改造,产品气质量波动问题已得到彻底解决。为进一步研究高含硫天然气分子筛脱水装置再生气中H2S含量升高原因积累了现场经验。
[1]陈赓良,雷鸣.超音速涡流管脱水工艺评述[J].石油与天然气化工,2009 ,38 (4 ):275 -279 .
[2]高晓根,计维安,刘蔷,等.超音速分离技术及在气田地面工程中的应用[J].石油与天然气化工,2011 ,40 (1 ):42 -46 .
[3]王瑞莲,刘东明,韦元亮.凉风站分子筛脱水装置运行现状分析[J].石油与天然气化工,2010 ,39 (3 ):196 ~199 .
[4]阳梓杰,韦元亮,雷鸣.高酸性气体分子筛脱水装置的试运分析[J].石油与天然气化工,2010 ,39 (4 ):284 -287 .
[5]刘晓辉,周永贤,金伟.4 A球形分子筛干燥器的优化[J].天然气工业,2010 ,30 (3 ):91 ~94 .
[6]赵建彬,艾国生,陈青海,等.英买力凝析气田分子筛脱水工艺的优化[J].天然气工业,2008 ,28 (10 ):113 ~115 .
猜你喜欢
云南化工(2021年10期)2021-12-21
动漫界·幼教365(大班)(2019年4期)2019-06-11
动漫界·幼教365(中班)(2019年4期)2019-06-11
山东化工(2019年8期)2019-05-13
石油化工建设(2017年5期)2018-01-26
石油化工建设(2017年4期)2017-12-23
阅读与作文(小学低年级版)(2016年11期)2016-12-10
石油化工应用(2014年12期)2014-03-11
石油化工应用(2014年2期)2014-03-11
郑州大学学报(工学版)(2014年6期)2014-03-01