
不同地区膨润土铸造性能试验研究
2011-01-06 08:28谢爱虎
中国非金属矿工业导刊 2011年6期
谢爱虎
(湖北中非膨润土有限公司,湖北 鄂州 436061)
不同地区膨润土铸造性能试验研究
谢爱虎
(湖北中非膨润土有限公司,湖北 鄂州 436061)
各地区膨润土因成矿条件不同造就了其各自不同的性能与特点。本文对湖北、新疆、辽宁、河南、浙江等不同地区的膨润土进行了钠化改性试验,探讨了适合于各地区不同品级铸造用膨润土的工艺方案。
膨润土;钠化改性;铸造性能
1 引言
膨润土具有粘结强、可塑性高、脱膜好、透气性优、高温湿态条件下物理化学性能稳定等特点,广泛用于铸造行业粘土粘结砂中。
我国膨润土资源丰富,储量大,各地膨润土矿因矿床形成机理不同,其性能各具特点。如新疆大部分膨润土矿为天然钠基土,具有非常好的膨胀性、阻水性等特点;辽宁部分地区膨润土为钠钙基土,改性后膨胀性、热稳定性好;湖北、河南地区膨润土蒙脱石含量高、吸附性强等。
中国膨润土矿床可分为三大成因类型[1]:火山沉积型、风化残积型及热液型。不同类型的膨润土矿床受当地区域气候、地理地貌、水文和水化学条件等因素影响,膨润土成因不同造成其各自化学成分有明显区别。如西北部高纬度干旱地区(甘肃、新疆)气候干燥,雨量稀少,在强蒸发作用下,钙呈方解石、石膏而析出,因此增高了介质中的钠、镁离子含量,使部分膨润土自然改型为钠基、镁基膨润土,其他地区则多为钙基膨润土。同种品位不同类型的膨润土在同一种用途上具有一定的差别,需要进行膨润土改性研究工作,使膨润土的优异性能充分发挥出来。
2 试验方法
2.1 试样来源及性质
为了使不同地区膨润土的铸造性能得到充分比较,笔者从国内5个膨润土矿藏量较大的地区各取了两个不同的原矿,从中各自选择铸造性能更好的原矿进行改性处理。5种原矿产地分别为湖北鄂州、新疆、辽宁建平、河南信阳和浙江安吉,其中新疆两原矿均为天然钠基膨润土,其余原矿均为钙基膨润土。
不同地区膨润土原矿的铸造性能指标详见表1(注:膨润土的复用性(即热稳定性)是以膨润土粉在600℃恒温下经1h灼烧后吸蓝量与灼烧前吸蓝量比值)。
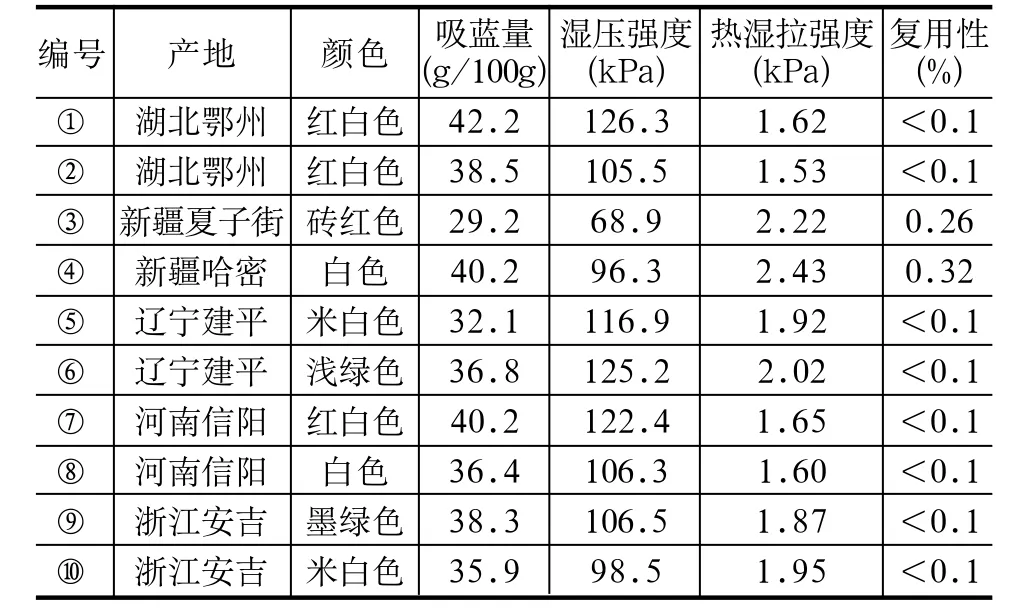
表1 不地区原矿铸造性能指标
从表1可看出,从单独某个区域来说,膨润土湿压强度与吸蓝量均成正比,但因其各自性能不同,不同地区的膨润土湿压强度无法通过吸蓝量作比较,如辽宁土⑥吸蓝量只有36.8g/100g,但湿压强度达到了125.2kPa,与湖北河南吸蓝量40以上的土湿压强度相当,而新疆哈密土吸蓝量达到40.2g/100g,湿压强度却只有96.3kPa。新疆土因是天然钠基土,复用性与热湿拉强度均优于其他钙基土。原矿热湿拉强度与复用性都很低,因此需进行改性处理才能生产高档次的铸造用膨润土产品。
2.2 试验过程及步骤
为使各种改性方法的钠化效果得到充分体现,均选择各地区原矿性能较好膨润土进行改性处理。
从5个地区分别选出编号①、④、⑥、⑦、⑨的原矿,采用堆场钠化、对辊挤压钠化和螺旋挤压钠化等3种方法作对比,从而选择各地区膨润土合适的改性方法,为各地膨润土生产厂家实际生产时节省能耗、降低成本提供依据,同时比较各地区膨润土经过改性后的铸造性能,为广大用户对铸造用膨润土产品的选择作参考。
堆场钠化试验步骤:原矿→手选→破碎至5mm→加碱混匀→加水混匀→堆场陈化→干燥→磨粉检测。
对辊挤压钠化试验步骤:原矿→手选→破碎至2mm→加碱混匀→加水混匀→对辊挤压→干燥→磨粉检测。试验采用手动小型对辊设备进行挤压,双辊间隙1mm。
螺旋挤压试验步骤:原矿→手选→破碎至2mm→加碱混匀→加水混匀→螺旋挤压→干燥→磨粉检测。试验采用手动农用绞肉机进行挤压。
3 试验结果及讨论
3.1 堆场钠化结果与对比
堆场钠化法陈化周期长,钠化效果不明显,但实际生产成本较挤压钠化低很多。殷锡鹏[2]通过对建平土进行改性研究发现,影响铸造用膨润土性能的关键因素是原矿类型、加工工艺及纯碱的添加量。因此要想考察各地区膨润土改性后的性能变化,需对同一种土做多组条件试验,确定其加工最佳工艺条件。
不同地区膨润土堆场钠化最佳工艺条件及产品性能指标见表2。
由表2可知,因不同地区膨润土吸水能力不同,堆场时利于其钠化的水分也不一样,新疆土为天然钠基土吸水能力极强,因此堆场时表观水分显得很低,需要添加更多水量才能利于其钠化,而湖北、河南土吸水能力弱,27%水分即可达到良好的外部水环境,利于离子交换。
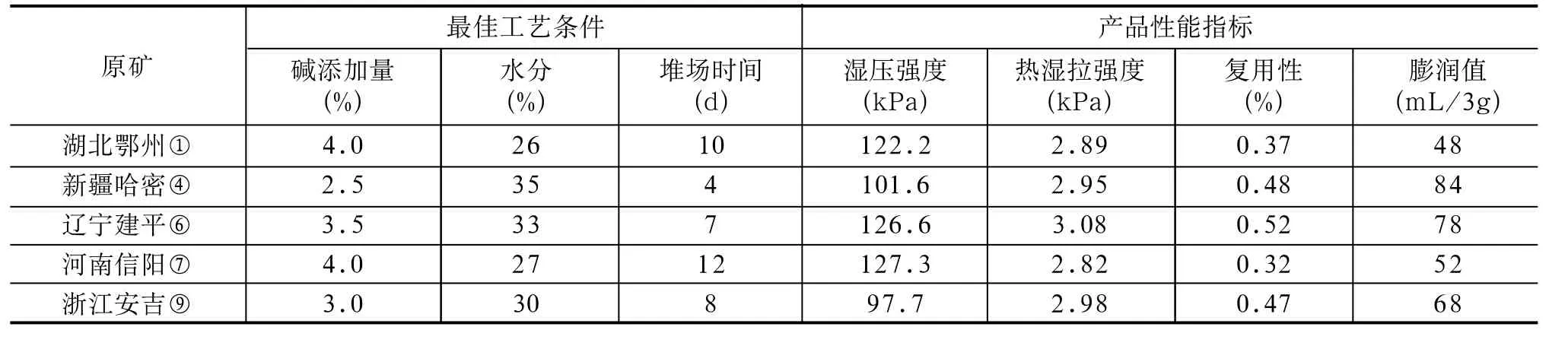
表2 不同地区膨润土堆场钠化最佳工艺条件及产品性能指标
不同地区原矿种类的不同也决定了其改性的难易程度也不同,辽宁、浙江土只需堆场7~8d即可达到稳定的钠化效果,而湖北、河南土需10~12d才能稳定,并且前两者堆场后性能明显优于后两者。
经过堆场钠化后,膨润土的湿压强度与原矿指标相比变化不大,热湿拉强度、复用性和膨润值有了明显提高,其中以辽宁土钠化效果最好,热湿拉强度达到3.08kPa,复用性和膨润值相对较高。
3.2 对辊挤压钠化结果与对比
通过在各地考察发现,铸造用膨润土改性用的最为普遍的就是本方法,以辽宁地区为盛。对辊挤压钠化加工周期短,成本低,操作也相对简单。试验通过改变碱添加量、水分与对辊挤压次数等3个条件,得到了不同地区膨润土采用对辊挤压钠化方法的最佳工艺条件及产品性能指标,详见表3。
试验中发现,物料水分过小对辊挤压出料呈散装,物料水分过大则挤压容易粘辊,出料不顺畅且挤压力小改性效果差。当水分为上表中所列时对辊出料成片状且不粘辊,此时挤压力最大改性效果最好。最合适的碱添加量与堆场钠化所需碱添加量比较,除辽宁、浙江土碱添加量有些微增加,基本无变化。对辊挤压次数又与膨润土改性难易程度有关,湖北、河南土对辊3次才能达到最好效果,说明这两种土改性难度超过另外三种土。
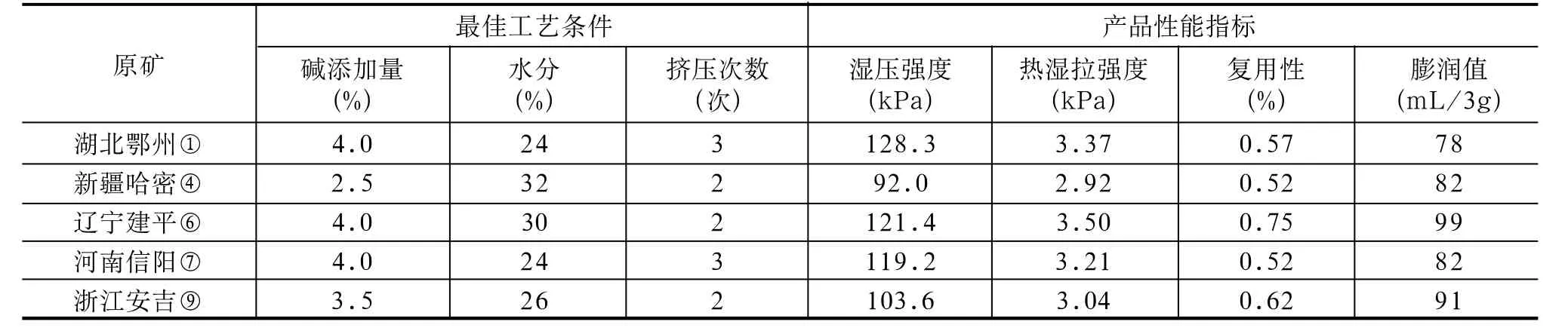
表3 不同地区膨润土对辊挤压钠化最佳工艺条件及产品性能指标
采用对辊挤压钠化后膨润土性能较原矿有了大幅提升,指标也高于堆场钠化。新疆、浙江土两种土对辊挤压钠化与堆场钠化相比,热湿拉强度基本无变化,而膨润值、复用性只有小幅提升,说明两土钠化效果已近极限,采用强力钠化工艺对指标的提升空间有限,意义不大。湖北、辽宁、河南土对辊钠化后热湿拉强度均超过了3.20kPa,且其他指标均很高,能满足大部分铸造用户需求。
3.3 螺旋挤压钠化结果与对比
螺旋挤压钠化加工周期短,改性效果优异、稳定。试验通过改变碱添加量、水分与挤压次数等3个条件,得到了不同地区膨润土采用螺旋挤压钠化方法的最佳工艺条件及产品性能指标,详见表4。
采用螺旋挤压对物料水分要求高,比对辊挤压要求水分平均高出4%~5%,而且出料成块状不利于后期干燥处理。螺旋挤压均只需挤压两次就能达到理想钠化效果,即使较难改性的湖北、河南土也是如此,且从各地区膨润土改性后产品指标来看,也略高于对辊挤压产品,说明螺旋挤压改性效果优于对辊挤压。
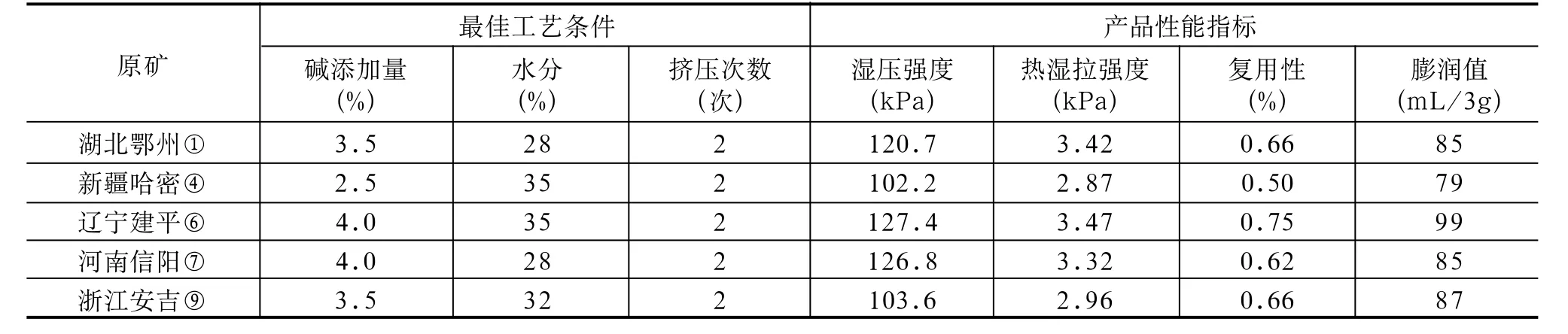
表4 不同地区膨润土螺旋挤压钠化最佳工艺条件及产品性能指标
对新疆、辽宁、浙江土钠化效果,螺旋挤压钠化与对辊挤压钠化相比基本相当,而对湖北、河南土指标均略有提升,说明湖北、河南土采用螺旋挤压工艺比较合适。
4 结论
随着现在铸造工业的飞速发展,铸造工艺对膨润土的质量要求也越来越高,如GB/T 20973-2007《膨润土》标准中规定铸造用膨润土一级品湿压强度100kPa、热湿拉强度2.5kPa,已难以满足现代铸造行业使用要求。据了解,现在多数大型铸造厂对铸造用膨润土一级品要求湿压强度120kPa、热湿拉强度3.2kPa;二级品要求湿压强度100kPa、热湿拉强度3.0kPa。结合本文的试验研究,认为不同地区铸造用膨润土合适的改性工艺如表5所示。
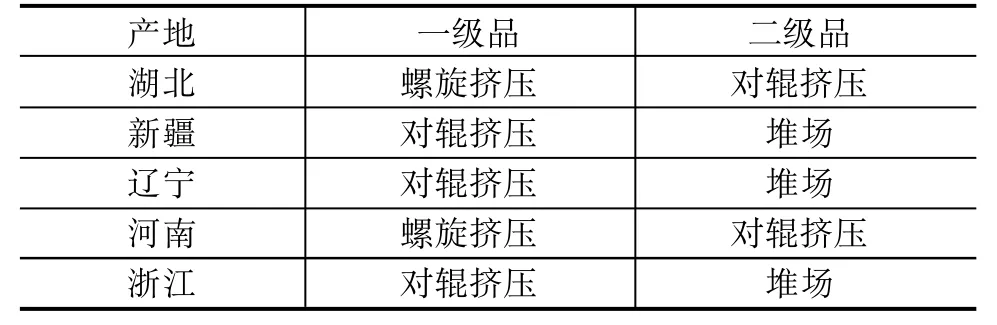
表5 不同地区铸造用膨润土建议生产工艺
试验中新疆土与浙江土的吸蓝量、湿压强度未达到一级品标准,而按上述工艺生产的前提是:原矿的吸蓝量、湿压强度必须能达到相应的指标要求。公司现采用螺旋挤压方法对湖北膨润土改性,所生产的铸造用膨润土能达到湿压强度120kPa、热湿拉强度3.3kPa、膨润值75mL/3g、复用性0.55%的高指标产品,并且产品已在湖北黄石某知名铸造企业试用,使用效果良好。
[1]王克勤,杨越.辽西火山岩型膨润土矿床成矿作用的研究[J].地质与勘探,2000(1):6-9.
[2]殷锡鹏.建平铸造用膨润土的加工述评[J].造型材料,2004(4):39-41.
Research About Casting Performance of Bentonite From Various Regions
XIE Ai-hu
(Hubei Zhongfei Bentonite Co., Ltd., Ezhou 436061, China)
Bentonite from various regions has different performance and characters because of their different formation mechanism. In this article, some sodiumizing modification experiments are carried out on Bentonite from Hubei、Xinjiang、Liaoning、He’nan and Zhejiang five different regions, at last, we get the best production process of bentonite from the five different regions using for casting.
bentonite; sodiumizing modification; casting performance
P619.255;TG22
A
1007-9386(2011)06-0027-03
2011-07-01
猜你喜欢
矿山安全信息(2022年15期)2023-01-15
矿山安全信息(2022年23期)2022-11-24
陶瓷科学与艺术(2021年8期)2021-10-15
山西交通科技(2020年6期)2021-01-16
中国航海(2020年3期)2020-12-09
矿产综合利用(2020年1期)2020-07-24
时代邮刊(2020年3期)2020-02-27
钻井液与完井液(2019年4期)2019-10-10
集装箱化(2014年12期)2015-01-06
集装箱化(2014年10期)2014-10-31
