
石灰车间化灰机安装新型热回收器
2011-01-04 08:49王笑镭刘素效
纯碱工业 2011年4期
王笑镭,刘素效,姚 旗
(山东海天生物化工有限公司,山东 昌邑 261300)
石灰车间化灰机安装新型热回收器
王笑镭,刘素效,姚 旗
(山东海天生物化工有限公司,山东 昌邑 261300)
在化灰机上安装新型热回收器,将石灰消化产生的蒸汽热量用于热电锅炉用水提温。通过能量的综合利用,节约了大量能源,且改善了环境。
新型热回收器;能量综合利用;节能;环保
1 项目来源
氨碱法的盐水精制和氨的回收过程中需要消耗大量的石灰乳,生石灰(CaO)消化制取石灰乳过程中产生大量90~98℃的水蒸汽。目前,国内氨碱厂通常在化灰机尾部拔汽筒装有热回收器,用水直接喷淋换热回收热量,提温水作为化灰用水。但该种热回收方式不能充分回收利用石灰消化过程中产生的大量蒸汽,且影响拔汽筒蒸汽拔出,因而该种热回收器目前国内氨碱厂基本没有使用,带有少量石灰乳的大量蒸汽排空,既浪费能源,又污染环境。
公司自备热电厂冬季化学水车间淡水一般温度为5~10℃,需要用蒸汽加热提温至25℃才能达到水处理的适宜温度;同时热电厂脱盐水由25℃提温超过100℃,并在除氧器内除氧后方可进入锅炉使用。这都需要消耗大量蒸汽。
为此,海天公司独立开发了石灰车间化灰机安装新型热回收器项目,将石灰消化产生的大量蒸汽热量移出,用于热电锅炉用水提温,通过对能量的综合利用产生了显著的效益。
2 项目的主要内容及创新点
在化灰机拔汽筒上安装我们独立开发的新型热回收器,该热回收器采用间壁式换热,冷流体为热电厂锅炉用水,热流体为化灰机产生的水蒸汽,蒸汽冷凝水由导液装置引入杂水罐内作为化灰用水使用,锅炉用水提温后送往热电厂使用,蒸汽冷凝后部分剩余气体由拔汽筒排空(详见图1)。
该项目的实施,通过对能量的综合利用,在一定程度上减少了湿法加灰工艺存在的不足。为此,在同行具有较大的推广价值。目前,该项目已获得国家实用新型专利,专利号:201020134982.0,且已申报国家发明专利,正在发明专利公示过程中。
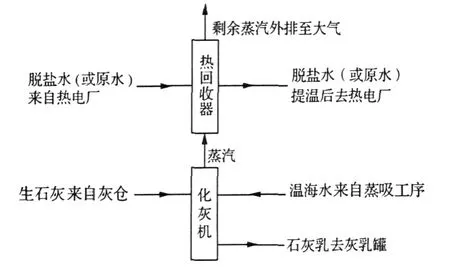
图1 石灰化灰机余热利用流程示意图
3 项目实施及运行情况
由我公司自主设计开发的新型热回收器,于2009年12月5日在1#化灰机上成功投入运行。2#、3#化灰机热回收器根据1#化灰热回收器运行情况进行了改进,于2010年3月安装完毕投入运行。
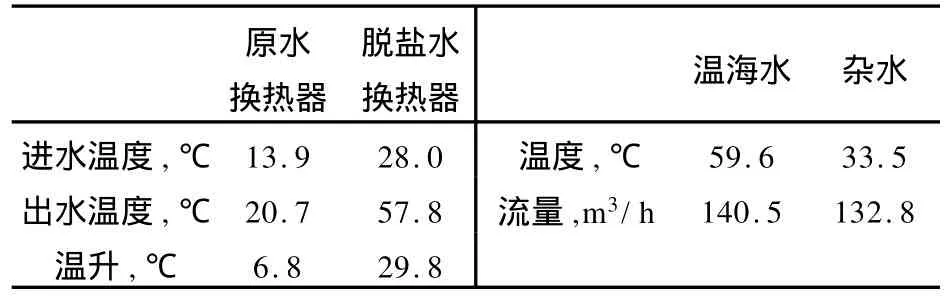
表1 热回收器运行指标统计表(根据2011年3月9日至12日查定情况统计)
②因处于采暖季节,杂水罐兑入大量低温水,杂水温度平均为33.5℃,较其他季节低约15℃。为此,使用杂水的化灰机产生的蒸汽量较少,原水换热器回收热量较少。
③根据本次查定情况分析,在采暖季节,可以通过控制低温水排入杂水罐量,或通过余热提高杂水温度等途径,以提高回收利用蒸汽量。
该新型热回收器因采用间壁式换热,不影响化灰机拔汽筒拔汽,且因蒸汽换热后产生大量凝结水,换热器不易堵塞,能够长期稳定运行。实现了给热电厂原水及脱盐水两种水提温。石灰消化过程中产生的大量富余热量得以有效回收利用。
4 经济效益分析
按纯碱年产量110万t计算,该热回收器投入正常运行,年节约标煤为10128.78t,年减少二氧化碳排放为2.43万t。每吨标煤按1000元计算,按12年折旧扣除设备折旧等年运行费用约19.83万元,年增加经济效益为993.05万元。
公司于2011年3月9日至12日组织对该项目运行情况进行了查定,因该项目查定期处于采暖季节,杂水温度较低,使用杂水的化灰机热回收器回收热量较少。根据查定情况进行经济效益分析,年最低经济效益为年节约标煤8366.37t,年减排二氧化碳2.01万t,年增加经济效益816万元(详见表2、表3)。
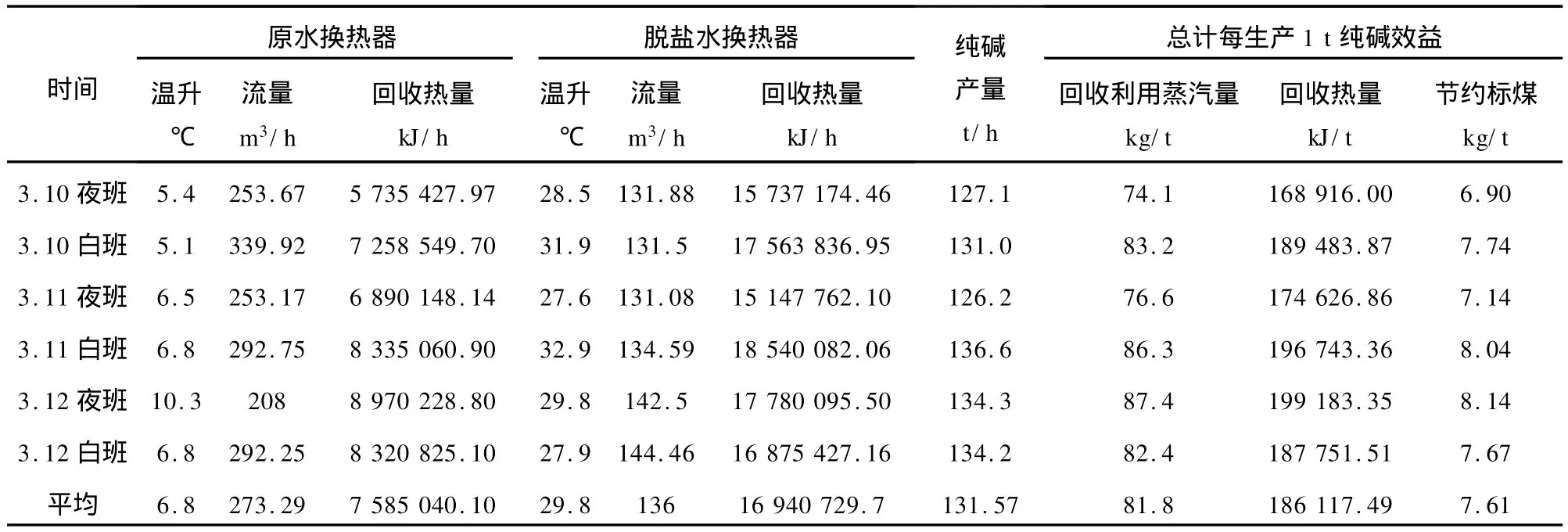
表2 化灰机热回收器项目查定统计表
表2中有关计算说明:
根据查定期每班运行记录,统计出每生产1t纯碱回收的热量及节约标煤量,然后按算数平均数统计出查定期间吨碱回收的热量及节约标煤量。
如:3月12日白班工艺计算如下:
①原水温升吸收热量:q1=cm1Δt1=4.187×292.25×103×6.8 =8320825.10kJ/h
冷凝蒸汽量:q1/h=8320825.10/2278.6=3.65t/h
②脱盐水温升吸收热量:q2=cm2Δt2=4.187×144.46×103× 27.9=16875427.16kJ/h
冷凝蒸汽量:q2/h=16875427.16/2278.6=7.41t/h
③总计回收热量:q1+q2=25196252.26kJ/h
吨碱回收热量:25196252.26/134.2=187751.51kJ/t
吨碱节约标煤:187751.51/29307/0.835=7.67kg/t
式中:c——水的比热4.187kJ/(kg·K);
m1——原水的质量,kg;
m2——脱盐水的质量,kg;
Δt1——原水温差,℃;
Δt2——脱盐水温差,℃;
h——蒸汽的潜热,取2278.6kJ/kg(对应饱和蒸汽温度92.26℃,压力0.076MPa)
标煤热值为29307kJ/kg,锅炉热效率取0.835。

表3 化灰机热回收器项目年综合效益表
该项目投资,设备费用190万元,安装费用(包括配管、阀门、仪表、管道保温等)48万元,共计238万元。该项目投入正常运行,年增加经济效益为993.05万元。
投入产出比238∶993.05=1∶4.2
5 存在问题分析
因化灰机产生的蒸汽量较大,经衡算及查定为120~170kg/t碱,按80%回收率计算,理论上可回收利用蒸汽量达96~136kg/t碱,脱盐水温度可提升至70~85℃。随着公司外围项目的实施,热电锅炉负荷增大,脱盐水量增加,热电和化工应加强协调,尽可能利用该项目回收余热,以进一步挖潜该项目的经济效益。
[1] 中国纯碱工业协会.纯碱工学[M].北京:化学工业出版社,1990
[2] 王 楚,等.纯碱生产工艺与设备计算[M].北京:化学工业出版社,1995
TQ114.1;TQ083.4
B
1005-8370(2011)04-43-03
2011-03-24
王笑镭(1969—),山东海天生物化工有限公司工艺技术部,工程师,长期从事纯碱生产工艺管理及技术改造。
猜你喜欢
农业工程学报(2022年13期)2022-10-09
宝藏(2022年11期)2022-03-07
中学生数理化·中考版(2021年9期)2021-11-20
军事文摘(2021年16期)2021-11-05
四川蚕业(2021年4期)2021-03-08
小学科学(学生版)(2020年10期)2020-10-28
中学生数理化·中考版(2019年9期)2019-11-25
中国电业与能源(2019年12期)2019-02-15
现代冶金(2016年6期)2016-02-28
人间(2015年11期)2016-01-09
