
烧结鼓风环式冷却机的跑偏及调整方法
2011-01-04 14:07:22路伟娄晶朱晓峰
天津冶金 2011年5期
路伟 娄晶朱晓峰
(1.邯钢集团邯宝有限公司炼铁厂,河北邯郸 056000;2.邯宝炼铁厂生产技术室,河北邯郸 056000;3.邯钢原料部原料科,河北邯郸 056000)
烧结鼓风环式冷却机的跑偏及调整方法
路伟1娄晶2朱晓峰3
(1.邯钢集团邯宝有限公司炼铁厂,河北邯郸 056000;2.邯宝炼铁厂生产技术室,河北邯郸 056000;3.邯钢原料部原料科,河北邯郸 056000)
针对烧结环冷机环冷机廻转框架的运转中心与设计的廻转中心偏差较大(即跑偏),而导致的侧轨受力过度、台车轮缘啃咬道轨、台车脱离轨道等现象进行了详细的分析。以邯钢邯宝炼铁厂烧结用415 m2环冷机跑偏调整为例,论述了对几种常见的跑偏的调整方法。
烧结 环冷机 廻转框架 摩擦轮 偏差 调整
1 引言
环冷机是鼓风式环式冷却机的简称,用于配套炼铁厂烧结设备,作用是冷却从烧结机下来的烧结矿。邯钢邯宝炼铁厂烧结车间的415 m2环冷机由72部台车组成,在24组侧挡轮的牵引下,围绕内侧水平侧轨做圆周运动,平均机速下运转一周约1.6 h。在运行一年半之后,由于受环冷余热发电的影响,导致了廻转框架的局部严重变形[1],环冷机台车轮出现了在个别位置啃轨的现象。针对这一问题,进行了环冷机跑偏的调整,并取得了理想的效果。现以调整过程中考虑到的因素以及遇到的问题为例,对几种常见的跑偏产生的原因及调整方法进行了分析。
2 环冷机跑偏的原因
2.1 内、外侧水平轨道以及水平侧轨不圆
每部台车由关节轴承铰接到廻转框架上的三角梁上,同时,廻转框架以所有台车为支承,在两侧摩擦轮的驱动力作用下,整体以内、外水平轨为基准做圆周运动。该运动是在内侧挡轮与水平侧轨的牵引作用下进行的,故水平轨和侧轨的圆度将直接影响整个环冷机的运行状况,也是环冷机跑偏的重要原因之一。
2.2 廻转框架变形
廻转框架是环冷机的结构基础,也是使环冷机台车做圆周运动的基本保障,所有台车是铰接在廻转框架上进而固定为圆周的。同时,廻转框架变形部位的台车在轨道上运行的轨迹会与其它台车运行轨迹不重合,严重时,廻转框架变形部的台车轮就可能挤压内、外圆形轨道,导致车轮受到较大的轴向力,容易造成台车轮脱落,严重时会使台车整体变形[2]。
2.3 摩擦轮的轴线不通过内、外侧水平轨道的圆心[3]
环冷机台车是靠两侧摩擦轮的摩擦力所产生的摩擦力矩来驱动的,只有摩擦轮轴线通过内、外水平圆形轨道的圆心,摩擦轮所产生的力矩才能驱动环冷机做廻转运动,否则,摩擦力矩就会在径向产生分力,从而导致台车跑偏。这也是环冷机跑偏的一个主要原因。
2.4 两侧摩擦轮与摩擦板的接触位置不一致
两侧摩擦轮是分布在以廻转中心为中心的同一圆周上的,即两侧摩擦轮相对于摩擦板的接触位置相同,且驱动系统的输出转速和转矩相等,从而使环冷机保持圆周运动。如果出现偏差,也就是两套传动系统提供给摩擦轮的速度和摩擦力矩不相等,这种不平衡必然造成廻转轮框架的转动偏离环冷机中心[4]。
2.5 两侧驱动的被动摩擦轮预紧力配置不合理[3]
由于环冷机特殊的驱动方式和运动方式,两侧驱动的被动摩擦轮预紧力配置不合理,就会在整个廻转框架上产生一个力偶不平衡。环冷机原驱动设计并不是在同一轴线上,邯宝炼铁厂的环冷机双侧驱动中心线在设计上有2°的差值,该值产生的不平衡力偶用于平衡环冷机台车经过曲轨使由于阻力产生的力偶,如果有新的力偶不平衡,环冷机在运转过程中将会被推到驱动力较小的一侧,造成跑偏。
2.6 环冷机台车关节轴承和三角定位块的布置不合理
环冷机台车是靠关节轴承铰接到三角梁上的,其位置由三角梁上的三角定位块来限制,如果关节轴承和定位块的位置布置不合理,将使内、外侧台车轮不是分布在以廻转中心为基准的圆上,也会造成环冷机的跑偏。
2.7 环冷机台车体材料的限制
环冷机整体在工作过程中处于频繁升温降温的过程,其热变形产生的应力可能导致环冷机整体变形或局部受力过大而开裂。另外,环冷机台车在受料和卸料后所产生的挠性变形都会使环冷机造成跑偏。
2.8 台车体空车与重车时重心不重合[5]
由于布料方式不合理导致台车体空车与重车时重心不重合,造成了环冷机受力不平衡,也会导致整体跑偏。
3 调整方法及分析
3.1 校正水平圆轨和水平侧轨的圆度[3]
通过测量找出圆度较差的位置,重新调整或安装该处的轨道装置,使轨道整体圆度控制在±2 mm范围之内。环冷机在安装和调试过程会利用并留下一个永久的基准中心点及测量平台,该中心点对于环冷机各部位校正时的测量有着很大的帮助[6]。这类问题所造成的跑偏较易通过测量发现并调整。
3.2 调整环冷机驱动装置[3]
如果驱动摩擦轮轴线不通过内、外水平圆形轨道的圆心时,则需要调整驱动的中心线或摩擦轮的安装位置,以使其达到要求的安装值。如果2个摩擦轮与摩擦板的接触位置不一致,在调整驱动前应精确地确定。环冷机廻转中,往往由于长期运转、大架变形、基础塌陷及本身的安装误差等原因,可能导致理论廻转中心与实际运转中心不一致,故调整驱动应在完成调整水平轨及侧轨之后进行,通过调整两侧摩擦轮的位置及被动摩擦轮的预紧力,包括摩擦轮与摩擦板接触的前后位置和摩擦轮轴线与水平面之间的夹角。同时,保证摩擦轮与摩擦板之间的有效接触面积[4]。如果两侧驱动的被动摩擦轮预紧力配置不合理,则需要通过调整碟簧装置重新调整预紧力,以使整个廻转框架基本处于力偶平衡的状态下。其预紧力可通过用同样规格的硬度合适的金属条做压力试验来确定,一般以铜条为宜。要在同一摩擦板的同一位置做多次压力试验来取值,减少因为摩擦板变形产生的测量误差。
3.3 调整廻转框架和侧挡轮[2]
廻转框架变形是环冷机跑偏最常见的原因,故重点对廻转框架的调整进行举例分析。廻转框架是一个大型的铆焊件,在频繁受热和冷却过程产生的应力变化很容易使其产生形变,同时跑偏造成的水平侧轨对侧挡轮的作用力也可能导致廻转框架局部变形。如果水平侧轨的圆度在要求的范围之内,可以以其为基准,通过调整侧挡轮支座底部的垫片,利用水平侧轨对侧挡轮的作用力使变形部位在牵引力的作用下回到正常状态。
3.3.1 判断廻转框架变形的测量方法
在环冷机圆周上选择均匀分布的4个位置作为基准,在廻转框架上对应每部台车的位置有安装时预留的基准点,这些基准点安装后是均匀分布在同一圆周上的,用于作为廻转框架调整以及台车安装的基准[6]。每部台车通过时,测量所选4个基准点到廻转框架上对应台车位置的基准点的数值,同时测量2~3次,考察这些数值的波动,并做出对应的雷达图以判断廻转框架的变形位置以及变形量。选4个点和多次测量都是为了减少误差值。我们测量时选择环冷机4个柱基为4个基准,测量数据单位均为mm。测量数据如图1所示。4个柱基的数值趋势基本一致,可以直观地看出廻转框架变形的位置,17#~43#段廻转框架变形严重,最大位置接近+20 mm。
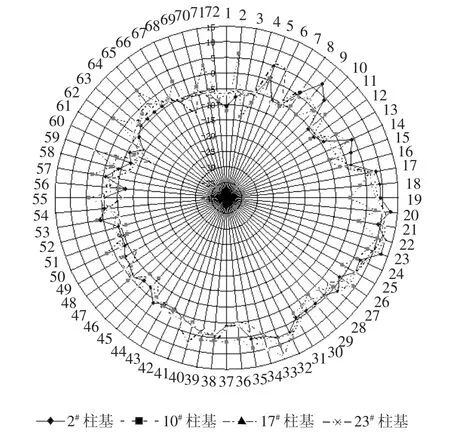
图1 四个柱基处测量数据
3.3.2 调整廻转框架的方法
单独以2#柱基的数据为参考,如图2所示。
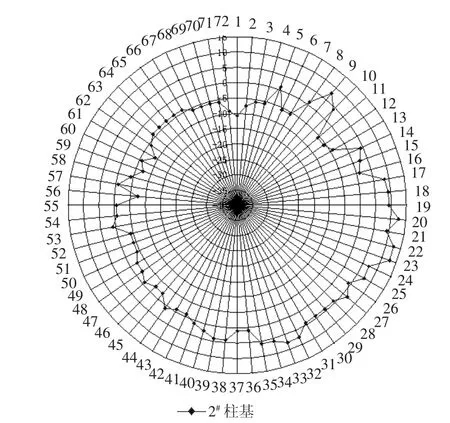
图2 2#柱基处测量数据
通过分析廻转框架的变形量确定对侧挡轮支座底部的垫片的调整量,见表1。

表1 各侧挡轮调整量
3.3.3 调整后的情况
调整后,运转一段时间重新测量,仍以2#柱基为例,数据如图3所示。
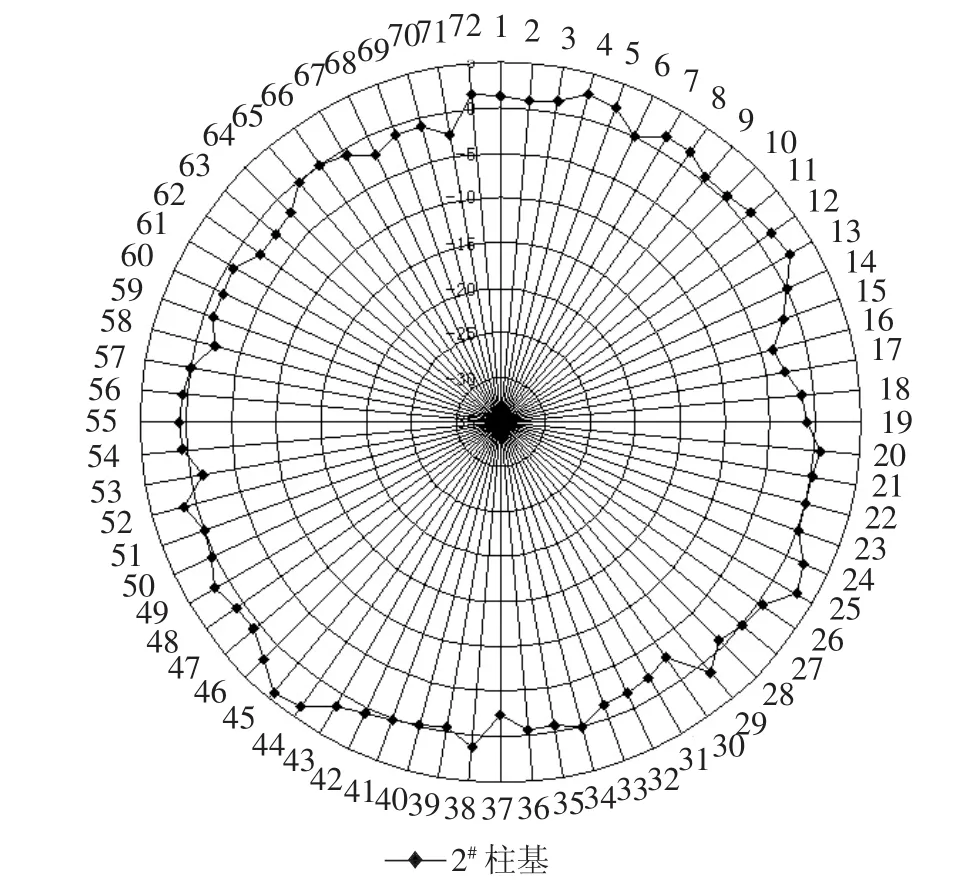
图3 调整后2#柱基处测量数据
调整后基本达到了预期的效果。必要时可对称地增加几组侧挡轮以增强廻转框架的刚性,也便于对框架进行局部调整。
3.4 调整关节轴承和三角定位块
需要对所有台车进行单独跟踪,以水平轨为基准,测量台车轮缘到轨道的距离,以及每部台车通过定点时轮缘到定点的距离,并绘出每部台车的运行轨迹。对偏离位置太大的台车或相邻几部台车进行调整,对应的调整关节轴承支座的位置以及三角定位块的位置,使所有台车运行在同一基准圆上。这种调节方法是建立在消除其他因素影响的基础上的微调,不能作为主要方式。
3.5 其它方法
如针对台车材料的限制适当选择更好的材料,在耐高温的同时也提高材料的刚性及其他基本性能,尽量减少因台车体变形造成的跑偏[2]。针对重心不重合,可利用模拟软件改进设计、调整重心、改善布料、使其推力线通过车轮耳轴等方法[4]。
4 结论
4.1 环冷机跑偏是环冷机在运行过程中最常见的设备故障之一,是环冷机设备故障中最难处理的一种。一旦出现跑偏,要从根本上消除有一定困难,尤其是造成跑偏的原因有很多种,需要一一判定才可消除本文就常见的几种环冷机跑偏原因进行了研究分析,其中包括安装过程中带来的误差、运行过程中热应力变化造成的影响、环冷机设计及制造过程中的缺陷以及基础变化等等因素,并针这些原因提出了相应的调整方法,可作为处理同类型设备故障的参考及依据。
4.2 无论是何种原因造成的跑偏,基本都会导致廻转框架的变形,所以对环冷机廻转框架的调整尤为重要。如果能在出现跑偏之前发现并消除可能导致跑偏的各类因素要远比对跑偏被动的调整有效得多,预防好于治理。
4.3 无论是调整还是预防,周期性对影响环冷机运行的各项数据进行检测和分析都是相当重要的。本文以调整过程中数据的测量和分析为例,为检测反映环冷机各部位运行状况的数据提供了一种参考方式。
4.4 我们将在以后的实践中寻找对于环冷机跑偏更为有效和简便的预防以及调整方法,也希望得到同行们的指导和帮助。
[1]熊延飞.烧结环冷机上烟气余热回收技术应用 [J].冶金设备2009(S1):73-74.
[2]张保辰,段建国,唐学农.邯钢380 m2环冷机跑偏的调整[J]矿山机械,2004(11):114-115.
[3]王华.环冷机跑偏的原因及纠正方法[EB/OL].(2008-10-29)[2010-05-20].http://tech.mysteel.com/08/1029/13/7E66BAACB52C0 77F.html.
[4]吕先平.环冷机跑偏的原因及解决办法 [J].鄂钢科技,2008(3):11-12.
[5]刘嵘,赵志国,陈金勇,等.调整环冷机台车重心减少车轮跑偏啃轨的方法:中国,200510016126[P].2008-01-16.
[6]吴星星,解振山.烧结环型冷却机的制作[J].安徽冶金科技职业学院学报,2006(16):57-60.
Running Deviation and Adjustment Method of Circular Cooler for Sintering Blowing
Lu Wei,Lou Jing,Zhu Xiaofeng
Phenomena are analyzed in detail such as the excessively force-bearing of side rail,rail gnawing by trolley wheel flange,trolley offtracking and etc.resulted from the big deviation of turning center with designed center,of rotary frame for sintering circular cooler.Common running deviation adjustment methods are demonstrated with 415 m2sintering circular cooler of Hangang Hanbao Iron-making Subsidiary as an example.
sintering,circular cooler,rotary frame,friction wheel,deviation,adjustment
(收稿 2011-02-16 责编 赵实鸣)
路伟,男,2008年毕业于太原理工大学机械设计制造及其自动化专业,现在邯钢集团邯宝公司炼铁厂从事设备管理工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14 09:00:14
山东冶金(2022年3期)2022-07-19 03:27:12
矿产勘查(2020年1期)2020-12-28 00:20:50
科学与财富(2020年20期)2020-10-20 06:25:52
山东冶金(2019年6期)2020-01-06 07:46:12
四川冶金(2019年5期)2019-12-23 09:04:54
山东冶金(2019年1期)2019-03-30 01:35:08
现代冶金(2015年4期)2015-02-06 01:55:56
中国高新技术企业(2014年9期)2014-06-25 12:11:16
金属加工(热加工)(2013年5期)2013-04-17 03:59:16
