
特殊螺纹油管与套管的上扣扭矩构成与密封性能研究
2010-12-11 02:45王新虎申照熙王建东
石油矿场机械 2010年12期
王新虎,申照熙,王建东,林 凯
(中国石油天然气集团公司a.石油管工程技术研究院;b.石油管工程重点实验室,西安710065) *
特殊螺纹油管与套管的上扣扭矩构成与密封性能研究
王新虎a,b,申照熙a,b,王建东a,b,林 凯a,b
(中国石油天然气集团公司a.石油管工程技术研究院;b.石油管工程重点实验室,西安710065)*
通过大量上卸扣试验与气密封试验,研究了影响特殊螺纹上扣扭矩构成及其各部分比例与总上扣扭矩比值的因素;研究了上扣扭矩构成对特殊螺纹密封完整性及结构完整性的影响。结果表明:螺纹螺距、锥度、中径、紧密距偏差以及螺纹粘着磨损等因素明显影响上扣扭矩构成及其各部分比例,而较低的台肩扭矩与总上扣扭矩比值将明显降低拉伸载荷下的螺纹密封完整性,以及腐蚀介质存在时的螺纹结构完整性。提出了上扣扭矩构成及其各部分比例与特殊螺纹油套管的制造质量及螺纹连接质量的相关性,提出用上扣扭矩构成及其各部分比例作为评判特殊螺纹完整性的快速有效方法,用上卸扣试验及复合载荷密封性试验的方法确定特殊螺纹的最佳上扣扭矩及其各部分的构成比例。
套管;油管;特殊螺纹;气密封性;上扣扭矩;密封完整性;结构完整性
气密封特殊螺纹油套管在气田开发,特别是高温、高压气田开发中使用量越来越大,目前已经应用了100多种[1]。国内外特殊螺纹的种类很多,制造厂家也很多,其设计性能与制造质量存在差别,因此螺纹性能评价、质量检验成为保障油套管密封完整性与结构完整性的首要工作。但目前没有特殊螺纹油套管产品质量规范,只有国际标准ISO13679《Petroleum and natural gas industries——Procedures for testing casing and tubing connections》[2]为特殊螺纹油套管的性能评价及选择提供了方法。全尺寸试验费用高、时间长,而且不可能将每根套管都进行试验,所以寻找方便有效的质量检验方法是保障特殊螺纹密封完整性的关键;油田在验收特殊螺纹时,不仅要检验螺距、锥度、中径,而且要检验密封结构尺寸。验收规范由厂家提供,况且螺纹表面处理对这些螺纹参数影响很大,所以这些检验很难保证螺纹的密封性能[3]。目前也没有特殊螺纹油套管使用规范,美国石油学会标准API RP 5C1[4]推荐的API标准油套管的维护和使用方法不一定适合特殊螺纹油套管,如果现场没有正确连接特殊螺纹,就不能保证油套管的安全可靠性。
1 气密封特殊螺纹油套管上扣扭矩的组成
油套管下井最重要的工序是螺纹上扣连接,正确的螺纹连接才能保证管柱的连接强度,API标准螺纹用上扣扭矩-位置法保障螺纹的正确连接,也就是说用最佳上扣扭矩上到合适位置才符合螺纹连接要求。但这个方法不适合特殊螺纹油套管的连接,这是因为特殊螺纹有金属对金属密封面及扭矩台肩(如图1),所以特殊螺纹总上扣扭矩由作用在螺纹上的扭矩(简称螺纹扭矩)、作用在密封上的扭矩(简称密封面扭矩)及作用在台肩上的扭矩(简称台肩扭矩)等3部分组成(如图2),螺纹扭矩大小为、密封面扭矩大小为、台肩扭矩大小为 T3-,则总扭矩 T3为

但由于扭矩值 T′1、T′2无法检测,而且扭矩值分别近似于扭矩值 T1、T2,因此总上扣扭矩T3也可以写为

因此,虽然2螺纹接头的总扭矩相同,但是密封面扭矩(T2-T1)及台肩扭矩(T3-T2)可能不相等。

图1 特殊气密封螺纹结构

图2 气密封特殊螺纹上扣扭矩组成
图3是典型的特殊螺纹套管上扣扭矩-圈数图,由于密封面尺寸很小,且紧邻扭矩台肩,所以密封面扭矩与台肩扭矩界限很难区分出来,二者合二为一,只有螺纹扭矩与这2个扭矩的界限容易辨认;图3a中螺纹扭矩为2 373 N·m(1 750 ft-lb),图3b中螺纹扭矩为1 456 N·m(1 074 ft-lb)。所以本文将密封面扭矩与台肩扭矩合并简称为台肩扭矩,这样图3a中台肩扭矩为15 284 N·m(11 250 ft-lb),图3b中台肩扭矩为3 696 N·m(2 726 ft-lb)。
总上扣扭矩为螺纹扭矩与台肩扭矩的和,即


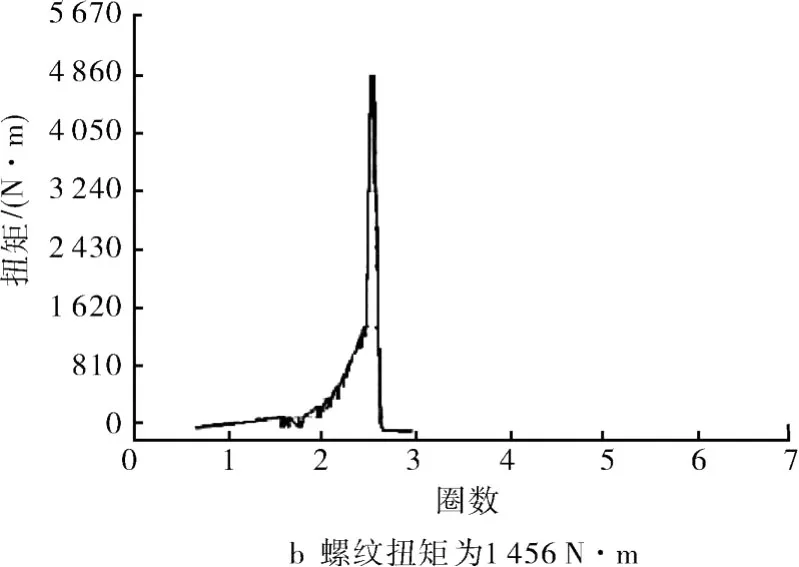
图3 特殊螺纹套管上扣扭矩-圈数
金属对金属密封面必须保持足够的压应力才能保证螺纹密封性。按照目前的设计结构,金属对金属密封面位置与扭矩台肩相邻,密封面应力与扭矩台肩应力直接或间接相关,只有扭矩台肩保持适当的压应力,密封面才能在适当位置接触并保持足够的压应力。因此,除了总上扣扭矩外,台肩扭矩与总扭矩比值是特殊螺纹的一个很重要的参数。
2 影响气密封特殊螺纹油套管上扣扭矩的因素
影响特殊螺纹接头上扣扭矩的因素有:螺纹结构、螺纹参数、尺寸公差、材料性能、表面涂层、表面光洁度、螺纹脂等,显然这些因素影响螺纹扭矩及台肩扭矩的程度是不同的。可以用上卸扣试验的方法考察影响台肩扭矩与总扭矩比值的因素。
2.1 螺距偏差
对国内某大厂的特殊螺纹套管进行上卸扣试验,如图4所示的试验结果反映了内、外螺纹螺距的差值对台肩扭矩与总扭矩比值的影响,显然内外螺纹螺距的差值越大,台肩扭矩与总扭矩的比值越小。这可能是由于内外螺纹螺距的差值越大,螺纹干涉量就越大,摩擦阻力就越大,导致螺纹部分上扣扭矩增大,在总扭矩不变的情况下,台肩扭矩减小。

图4 内、外螺纹螺距的差值对台肩扭矩与总扭矩比值的影响
2.2 锥度偏差
锥度偏差对台肩扭矩与总扭矩比值的影响比较复杂,这是因为锥度偏差有可能增大螺纹干涉量,也有可能减少螺纹干涉量。
对国内某主要钢管厂及钢厂的特殊螺纹套管进行上卸扣试验,如图5a所示的试验结果表明,内螺纹锥度比外螺纹锥度越大,台肩扭矩与总扭矩的比值越大。这可能是当内螺纹锥度大于外螺纹时,螺纹干涉量减小,导致螺纹部分上扣扭矩减小,在总扭矩不变的情况下,台肩扭矩增大。
如图5b所示的试验结果表明,内螺纹锥度比外螺纹锥度越大,台肩扭矩与总扭矩的比值呈减少趋势。这可能是当内螺纹锥度大于外螺纹时,螺纹干涉量增大,导致螺纹部分上扣扭矩增大,在总扭矩不变的情况下,台肩扭矩减小。
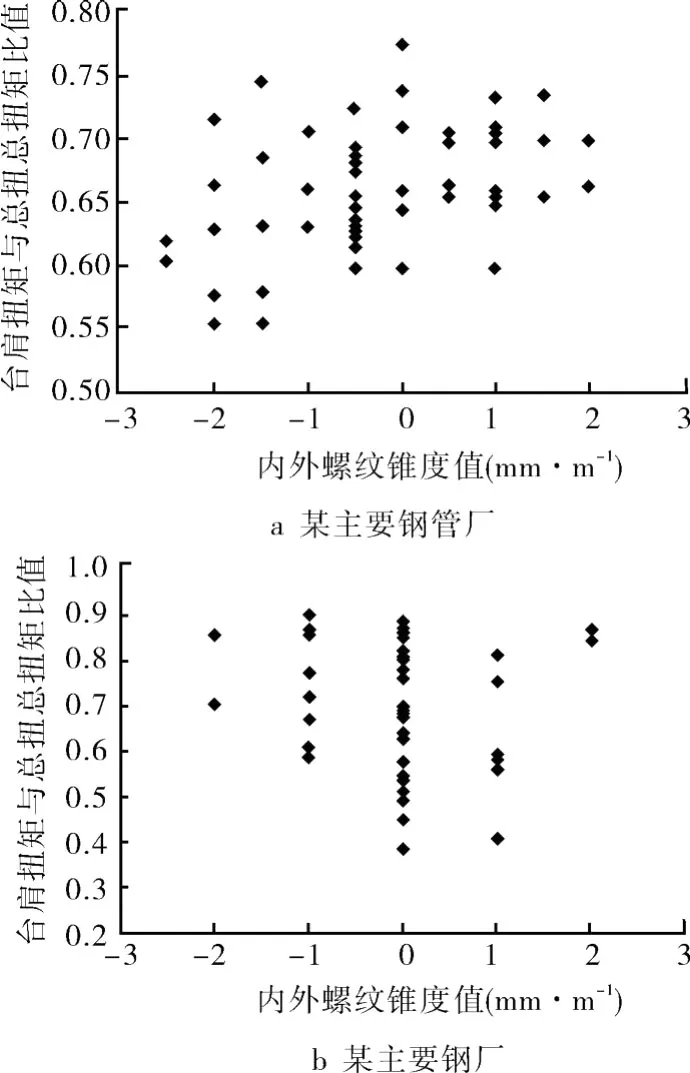
图5 内、外螺纹锥度的差值对台肩扭矩与总扭矩比值的影响
2.3 中径偏差
对国外某公司的特殊螺纹套管进行上卸扣试验,如图6所示的试验结果反映了内、外螺纹中径的差值对台肩扭矩与总扭矩比值的影响,内外螺纹中径差值反映了螺纹干涉量的大小,显然这个差值越大,台肩扭矩与总扭矩的比值越大,这是因为当内螺纹中径比外螺纹大时,螺纹干涉量减小,导致螺纹部分上扣扭矩减小,在总扭矩不变的情况下,台肩扭矩增大。

图6 内、外螺纹中径差值对台肩扭矩与总扭矩比值的影响
2.4 紧密距偏差
对国内某主要钢管厂的特殊螺纹套管进行上卸扣试验,如图7所示的试验结果反映了内、外螺纹紧密距的差值对台肩扭矩与总扭矩比值的影响,显然这个差值越大,台肩扭矩与总扭矩的比值越小,这是因为当内螺纹紧密距越大时,螺纹中径就越小;而外螺纹紧密距越小时,螺纹中径就越大;所以当内外螺纹紧密距的差值越大,螺纹干涉量就越大,导致螺纹部分上扣扭矩增大,在总扭矩不变的情况下,台肩扭矩减小。

图7 内、外螺纹紧密距差值对台肩扭矩与总扭矩比值的影响
2.5 密封面直径偏差
对国内某主要钢管厂的特殊螺纹套管进行上卸扣试验,如图8所示的试验结果反映了内、外螺纹密封面直径的差值对台肩扭矩与总扭矩比值的影响,内外螺纹密封面直径的差值反映了密封面干涉量,显然这个差值对台肩扭矩与总扭矩的比值影响不大,这是因为螺纹密封面直径公差不会影响螺纹部分上扣扭矩大小,所以在总扭矩不变的情况下,台肩扭矩大小也不会变化。
2.6 粘扣
国外某特殊螺纹套管螺纹因镀铜层颜色异常,对其进行上扣试验,发现一些试样的台肩扭矩与总扭矩比值偏小(如图9),其中8号与9号样的比值<0.5。卸扣后发现7号试样内螺纹第2牙30 mm长螺纹牙顶轻微擦伤,对应外螺纹牙也轻微擦伤;发现8号试样内螺纹第2与第3牙1/3周长螺纹牙顶粘着磨损,对应外螺纹牙也发生粘着磨损;发现9号试样内螺纹第1~3牙全周长螺纹牙顶粘着磨损。这是因为当上扣时,发生螺纹粘着磨损,螺纹摩擦力增大,导致螺纹部分上扣扭矩增大,在总扭矩不变的情况下,台肩扭矩减小。

图8 内、外螺纹密封直径差值对台肩扭矩与总扭矩比值的影响

图9 螺纹粘着磨损对台肩扭矩与总扭矩比值的影响
3 上扣扭矩各部分构成比例对气密封特殊螺纹油套管密封性能的影响
金属对金属密封性能直接或间接与作用在台肩面上的压缩应力有关,即与台肩扭矩有关。如果台肩扭矩过小,在拉伸载荷作用下,台肩面压应力与密封面压应力降低过多,螺纹将失去密封性。最小台肩扭矩就是管柱在最大容许或设计拉伸载荷作用下,能够保障密封完整性的最小扭矩值,但台肩扭矩值过大就会导致台肩压应力过大,造成台肩变形。因此,与API标准螺纹不同,除了控制总上扣扭矩外,台肩扭矩与总扭矩比值也应该控制在合适的范围,才能确保特殊螺纹的结构完整性与密封完整性。
对国内某主要钢厂的4批次19对气密封特殊螺纹套管进行了密封试验,只有1根套管螺纹发生了泄漏。图10是每对套管A端和B端螺纹台肩扭矩与总扭矩的比值,其中9号与11号的比值<0.5。在19对套管中,只有唯一的11号套管螺纹发生了泄漏,试验时拉伸载荷为管体拉伸强度的63%,内压为90 MPa。9号套管虽然没有泄漏,但所在批次套管按厂家要求没有进行拉伸载荷下的密封试验。显然较小的台肩扭矩与总扭矩的比值降低了螺纹在拉伸载荷下的密封性。

图10 某钢厂4批次19对特殊螺纹套管A端和B端台肩扭矩与总扭矩的比值
某国外超级13Cr气密封特殊螺纹油管在井下泄漏,将油管取出,检查发现大部分现场端螺纹发黑,有大量碳沉积,因此认为天然气泄漏发生在现场端螺纹处,而现场端是按照工厂端85%扭矩预紧的,上扣扭矩偏低降低了螺纹现场端的密封性,天然气泄露可能与上扣扭矩偏低有关。
同时发现40多根油管螺纹现场端扭矩台肩腐蚀,十几根油管螺纹现场端密封面腐蚀,而工厂端仅有2根扭矩台肩腐蚀、密封面没有腐蚀。这说明了上扣扭矩不足导致台肩压应力不足,在井下拉伸载荷作用下,台肩面可能出现微小缝隙,腐蚀液渗入台肩及密封面引起腐蚀,进一步降低了螺纹接头的密封完整性与结构完整性。
将从井下取出的油管与库存的油管做密封试验,图11是进行密封试验的各试样的台肩扭矩与总扭矩比值,已用油管的值普遍低于未使用油管。其中2、4、7号油管在拉伸、压缩、内压载荷循环作用下发生了泄漏,而未使用库存油管都没有泄漏,这证明了台肩扭矩明显影响密封性能,台肩扭矩与总扭矩比值可作为判断螺纹密封完整性的一个重要指标。

图11 台肩扭矩与总扭矩比值与螺纹泄漏的关系
图11中第3号试样实际上与第2号试样是同一试样,将泄漏的第2号试样卸扣后发现,密封面发生少量粘着磨损,对其修磨后再次上扣,总上扣扭矩提高了15%,重新进行密封试验,没有发生泄漏,由此说明足够的上扣扭矩可保证螺纹的密封完整性。
长庆油田分公司长北气田在20余口井应用VAMTOP螺纹和FOX螺纹油管,总体效果良好,但是2口井油管出现了密封失效问题,检查发现其中几根油管的扭矩图异常,推断失效原因与螺纹上扣不符合规范有关[5]。
4 保障气密封特殊螺纹油套管结构与密封完整性的技术措施
因设计思路及螺纹结构的差异,各厂家气密封特殊螺纹套管的密封性能与操作性能有差异,应采用上卸扣试验与复合载荷密封性试验的方法确定特殊螺纹的最佳上扣扭矩及其各部分的构成比例,如台肩扭矩与总扭矩比值范围[2]。
可以遵照国际标准 ISO13679《Petroleum and natural gas industries—Procedures for testing casing and tubing connections》[2]的规定,进行上卸扣试验以及密封试验。国际标准ISO13679规定的试验是在极限公差尺寸、极端载荷及温度下进行的,试验时间长、费用高,有些在油田使用很好的管子不一定能通过 ISO13679规定的试验。因此,也可以根据油井工况制定比较简单的试验方案,进行包括拉伸载荷条件下的密封试验。拉伸载荷明显降低气密封特殊螺纹油套管螺纹密封面压应力[6],所以试验程序必须包括拉伸载荷下的密封试验。
现场上扣条件与试验室是有差别的,最明显的就是管子轴向载荷的差别。研究表明,无论是压缩载荷还是拉伸载荷,对气密封特殊螺纹油套管台肩扭矩影响不大[7]。但温度会影响螺纹脂的摩擦因数,所以对上扣扭矩影响较大。研究表明,温度下降10℃,螺纹部分扭矩增大20%[7],在总扭矩不变的情况下,台肩扭矩将下降,所以温度下降时,应该增大总上扣扭矩。
如果现场油套管的台肩扭矩与总扭矩比值超出试验确定的范围,那就应该卸扣检查油套管是否粘扣,在确认螺纹完好后,将螺纹清理干净,涂抹适量螺纹脂,重新上扣。如果台肩扭矩与总扭矩比值仍然超出试验确定的范围,那么可以判断该螺纹质量可能存在问题,应剔除出管柱,选用另外管子。用这种方法不但可确保正确连接油套管螺纹,而且可将质量不合格管子排除在管柱以外,保证管柱密封完整性与结构完整性。
5 结论
螺纹螺距、锥度、中径、紧密距偏差以及螺纹粘着磨损等因素明显影响特殊螺纹的上扣扭矩构成及其各部分比例,而较低的台肩扭矩与总上扣扭矩比值明显降低了拉伸载荷下的螺纹密封完整性,以及腐蚀介质存在时的螺纹结构完整性。上扣扭矩构成及其各部分比例反映了特殊螺纹油套管的制造质量及螺纹连接质量,异常的上扣扭矩构成及其各部分比例说明螺纹制造质量出现问题,或螺纹没有正确连接。因此上扣扭矩构成及其各部分比例可作为评判特殊螺纹完整性的快速有效方法。
[1] 孔寒冰,王新虎.正确选用套管,提高深井和超深井套管的安全性[J].石油钻采工艺,1998,20(4):16-20.
[2] International organization for standardization.ISO13679: 2002,Petroleum and natural gas industries—Procedures for testing casing and tubing connections[S].2002.
[3] 刘卫东,吕拴录,韩 勇,等.特殊螺纹接头油套管验收关键项目及影响因素[J].石油矿场机械,2009,38 (12):23-26.
[4] American petroleum institute.API RP 5C1:1999,recommended practice for care and use of casing and tubing,eighteen edition[S].1999.
[5] 王定峰,林 勇,巨满成.长北气田优质油井管螺纹类型及其应用[J].石油矿场机械,2009,38(11):85-87.
[6] Gabriel Carcagno.The design of tubing and casing premium connection forHTHP wells[M].2005 SPE workshop in high pressure/high temperature sour design.TX,U.S.A.,2005:17-19.
[7] Eiji Tsuru,Kazushi Maruyama.Allowable Torque of Tubular Connection UnderSimulated Running and Working Conditions[S].1995 SPE/lADC Drilling Conference.American,28 February-2 March 1995: 205-214.
Study on the Makeup Torque Constitutes and Seal Integrity of Tubing and Casing Premium Connection
WANG Xin-hua,b,SHEN Zhao-xia,b,WANGJian-donga,b,LIN Kaia,b
(a.Tubular Goods Research Center;b.Key L aboratory f or Mechanical and Environmental Behaviors of Tubular Goods,China N ational Petroleum Corporation,Xi’an710065,China)
Through many makeup and gas seal testing,this paper studies the factors of affecting the makeup torque constitutes and the ratio of its portion with each other for example the ratio of the shoulder torque to overall torque of premium connection,and the way of the constitutes of makeup torque affecting seal and structure integrity.The results showed the tolerance of lead and taper and pitch diameter and standoff and also galling affect the makeup torque constitutes and the ratio of its portion with each other,and the lower ratio value of the shoulder torque to overall torque decrease the seal integrity under tension loads and the structure integrity of premium connection at corrosion environment.It is put forward that makeup torque constitutes and the ratio of its portion with each other are related with the manufacturing quality and connecting quality of premium connection,and the make up testing and gas seal testing of premium connection should be carry through according to ISO13679 or work condition in well to make sure the overall make up torque range and its constitute which may be used to judge the seal and structure integrity of premium connection.
casing;tubing;premium connection;gas seal capability;makeup torque;seal integrity; structure integrity
1001-3482(2010)12-0045-06
TE931.2
A
2010-06-12
中国石油天然气集团公司应用基础研究项目“复杂气井套管柱的安全性及优化设计研究”(06A40101)与“石油管应用基础研究”(2008A-3005)资助
王新虎(1962-),男,陕西扶风人,教授级高级工程师,硕士,主要从事石油管失效分析、技术服务与产品开发工作,E-mail:wangxh66@163.com。
猜你喜欢
云南化工(2021年9期)2021-12-21
装备制造技术(2021年4期)2021-08-05
锻压装备与制造技术(2021年2期)2021-07-19
哈尔滨理工大学学报(2019年2期)2019-06-03
中国音乐教育(2017年4期)2017-05-20
中国男科学杂志(2016年9期)2016-03-20
焊接(2016年9期)2016-02-27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国新技术新产品(2015年19期)2015-09-02
锻压装备与制造技术(2015年2期)2015-06-26
