
空分装置的控制系统及应用
2010-11-04 13:47:25陈松华
石油化工自动化 2010年6期
陈松华
(中国五环工程有限公司,武汉 430223)
空分装置的控制系统及应用
陈松华
(中国五环工程有限公司,武汉 430223)
呼伦贝尔金新化工有限公司5080工程项目3.6×104m3/h空分装置采用目前世界上较为先进、可靠的自动控制系统。结合该项目空分装置的工艺特点,介绍了机组控制、防喘振控制、汽轮机控制的方法;提出了自动控制系统的总体配置方案;介绍了选用DCS,ITCC,Bently3500,Woodward203等控制系统的硬件配置特点和优越性。该套装置采用的各控制系统具有先进性和可靠性,配置值得推广。
空分装置;压缩机;防喘振控制;控制系统;振动监视
0 引 言
呼伦贝尔金新化工有限公司5080工程项目生产能力为合成氨500 kt/a,尿素800 kt/a。其配套国产空分装置的生产能力达到氧气3.6×104m3/h,氮气7.74×104m3/h,液氮1 400 m3/h,工厂空气4 900 m3/h,仪表空气3 500 m3/h。
该空分装置由开封空分集团有限公司总体成套提供,其配套的空压机采用西安陕鼓厂生产的空压机、齿轮箱与增压机组合在一起的复合式空压机组,由杭州汽轮机厂提供的汽轮机拖动;氮压机采用沈阳鼓风机厂生产的氮压机、齿轮箱与增压机组合在一起的复合式氮压机组,同样由杭州汽轮机厂提供的汽轮机拖动;两套空气增压透平膨胀机中,一套为国产机组,一套为进口机组;仪表空气压缩机采用上海复盛公司生产的机组。
整套空分装置采用DCS控制,机组操作、监控和联锁采用 ITCC控制系统,机组机械保护采用Bently 3500系统,机组超速保护采用Wood Ward 203“三取二”超速保护系统,仪表空气压缩机采用PLC控制。
由于空分系统的工艺复杂、各子系统间联系紧密、设备风险大,因此要求控制系统稳定可靠、操作方便、自动化程度高。该文针对空分装置的工艺说明及主要机组控制要求,对上述各自动控制系统组成、特点及复杂控制说明等展开介绍。
1 工艺说明
采用填料上塔、液体泵内压缩和前段预净化流程组成制氧装置[1]。即采用常温分子筛预净化,空气增压透平膨胀机提供装置所需冷量,空气增压膨胀,双塔精馏,液体泵内压缩流程。该制氧装置的主要系统和流程如图1所示。其中工厂用仪表空气从空气增压机二级压缩抽出后送至仪表空气网络。
1.1 空气过滤和压缩
空气首先进入自洁式过滤器,空气吸入过滤器后除去灰尘和其他颗粒杂质,然后进入主空压机,经过多级压缩后进入空冷塔,压缩机级间的热量被中间冷却器中的冷却水带走[2]。
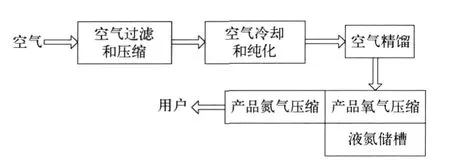
图1 制氧装置工艺流程
1.2 空气的冷却和纯化
空气在进入分子筛吸附器前在空冷塔中冷却,以尽可能降低空气温度减少空气中水含量从而降低分子筛吸附器的工作负荷,并对空气进行洗涤。进入空冷塔上部的冷冻水,首先在水冷塔中利用干燥的出分馏塔污氮气进行冷却,然后进入氨蒸发器进一步冷却至8℃,再进入空冷塔上部。
分子筛纯化系统由两台分子筛吸附器和两台双管板蒸汽加热器组成,分子筛吸附器吸附空气中的水分、二氧化碳和一些碳氢化合物,两台分子筛吸附器一台工作,另一台再生。再生气的加热由蒸汽在蒸汽加热器中完成。
1.3 空气的精馏
出吸附器的空气分为两部分:一部分直接进入主换热器冷却后进入下塔;另一部分通过空气增压机进一步压缩,其中抽出一股经过膨胀机增压端的压缩及后冷却器的冷却[3],再进入主换热器被冷却,经膨胀机膨胀后进入下塔;从空气增压机末级排出的空气经增压机冷却器冷却后送入冷箱经高压主换热器冷却变为液体后节流进入下塔。
下塔中的上升气体通过与回流液体接触含氮量增加,所需的回流液氮来自下塔顶部的冷凝蒸发器,在这里氧得到蒸发,而氮得到冷凝。下塔产生富氧液空、贫液空、纯液氮、纯氮气等产品;上塔产生氮气、粗氩、高压氧气等产品。
2 空分装置机组控制要求
2.1 空气流量的控制
空分装置负荷的大小(产品产量与纯度)可通过控制进装置空气流量以及空气增压机流量来实现,它是通过控制空压机进口导叶的开度、空气增压机进口蝶阀开度(或进口导叶的开度)及汽轮机的调速机构来实现的。该控制不但能用来进行装置负荷大小的调节,还可以在装置正常运行中消除各种因素造成的空气流量的波动。
2.2 压缩机组的控制
由空压机出口压力与空分给定恒定压力进行PID调节,该输出信号作为转速给定,经 ITCC调速器的运算调节汽轮机主气门,实现空压机组性能调节,确保空分装置空压机工况要求。在达到一定恒转速曲线条件下,增压氮压机以其出口压力调节入口蝶阀。
2.3 机组的防喘振控制
空压机防喘振控制方案。采用整机防喘放空方式,利用入口压力、入口温度、出口压力、出口温度、出口流量五参数控制空压机出口防喘阀。
压缩机的防喘振调节系统可以保证机组在空分开车最低负荷至装置最高负荷的范围内经济稳定可靠地运行[4]。该保护调节系统根据压缩机的特性曲线,自动实现当其运行工况点因某种原因而超过特定的防喘振控制曲线时,使防喘阀快速打开某一开度,进而降低排气压力、增加出气流量,使得压缩机快速脱离喘振工况。压缩机的防喘振保护系统是当压缩机的排气压力超过防喘振保护曲线时,压缩机的防喘振阀在2 s内快速全开以实现紧急卸压。
增压机防喘振分低压缸和高压缸两部分,低压缸以进气流量、压力、温度和排气压力作为防喘振控制要素,控制单元的输出作用于低压缸防喘振阀,防喘振阀的输出打回流于低压缸进口。高压缸以进气压力、温度和排气压力、流量作为防喘振控制要素,控制单元的输出作用于高压缸防喘振阀,防喘振阀的输出打回流于高压缸进口。
2.4 汽轮机的控制
实时监控机组的转速和汽机的热井液位等,以保证机组转速和汽轮机的热井液位的正常。转速控制通过ITCC内的调速模块实现,超速保护采用“三取二”的超速保护系统来实现。热井液位通过控制汽机热井的2台给排水阀和2台冷凝液泵的开停来实现,汽轮机密封为自立式调节。
转速调节回路是汽轮机调节系统的基本环节,该回路主要由转速传感器、转速控制系统 ITCC、电液转换器I/H、油动机和调节汽阀组成。数字式调速器接受来自两个转速传感器变送的汽轮机转速信号,将接收到的转速信号与转速设定值进行比较后输出4~20 mA的电信号给电液转换器,再经电液转换器转换成二次油压[5],通常在0.15 MPa时对应 4 mA的电流,此时主汽阀开度为 0,在0.45 MPa时对应20 mA的电流,此时主汽阀开度为100%,二次油通过油动机操纵调节汽阀。
3 空分装置自动控制系统
3.1 自动控制系统的总体配置描述
自动控制系统能有效地监控空分设备生产过程,确保运行可靠、操作维护方便,采用DCS集中监控和机旁盘监测相结合的原则。
空分装置的各单元设备(包括预冷系统、纯化系统、增压透平膨胀机、分馏塔系统、液体储存及汽化系统、氮压机系统、低温液体泵的自动调节和故障切换控制等)以及公用工程测量点均采用一套DCS监控,并完成上述各系统内部或与机组之间的安全联锁保护和逻辑控制任务。根据功能设置必要的能够解除联锁和恢复联锁的措施,以方便系统在线或停车检修。
该DCS预留与全厂管理计算机的通信接口,通过RS-485接口与全厂主控室的DCS进行通信,以满足网络技术发展和工厂信息化管理需要。DCS与全厂的联锁采用硬接线的方式实现。
空分装置的各机组采用独立的控制系统,其中主空压机、氮压机共用一套ITCC控制系统,ITCC控制系统采用 Modbus通信方式与空分控制室DCS进行通信,以便在DCS中监视各机组的运行状态。ITCC系统与DCS之间的重要信号联系通过硬接线方式连接。各机组设置必要的机旁盘(机旁盘随机提供),采用机旁盘和控制室相结合的原则,但机旁盘的功能尽量简化,保证在机组开车阶段,通过机旁盘实现必要的操作和监控。机旁盘上的重要信号与DCS/ITCC之间通过硬接线联系。
当信号需同时进入DCS和ITCC,又不宜采用独立传感器时,采用安全栅或信号隔离器将信号一分为二,分别进入DCS和ITCC系统。
在控制室机组控制柜中还放置Bently 3500机组机械保护系统及WoodWard 203“三取二”超速保护系统。
在控制室设置各机组的急停按钮操作台及相应的外报警灯,控制室的操作人员可以在生产装置处于紧急状态时,进行手动紧急停车。
两台仪表空压压缩机各设置一台PLC控制系统,采用触摸屏。PLC通过Modbus通信方式与空分控制室DCS进行通信。
3.2 DCS配置
空分装置DCS采用Honeywell过程知识系统PKS(Process Knowledge System)[6],该系统采用分布式系统架构DSA,使全厂各生产装置保持相对独立的开停车及监控,便于危险分散。多个装置的PKS又可以通过DSA集成为一个单一的系统,不需要重复组态,实现无缝交换各装置DCS数据(实时数据、报警、操作信息历史数据操作权限等)。
控制器采用C300控制器,该控制器配置了控制专用防火墙,并获得安全工业控制认证。该控制器采用先进的预估控制算法,实现了高精度自动调节,从而提高了工艺生产过程的品质和稳定性。该控制器在硬件上采用垂直设计,便于系统接线和维护。
对于联锁空压机放空、联锁停增压机、联锁增压机放空、空分系统故障四个信号通过硬接线送至ITCC系统。
3.3 ITCC系统的配置
空分装置 ITCC系统采用 TS3000综合控制系统[7],用于空压机、氨压缩机的机组操作、监控和联锁。该系统将传统上需要多个分立仪表如防喘调节器、联锁自保系统、电子调速器、负荷调节器等实现的功能集成在一套可靠性极高的三重模件(TMR)冗余容错控制系统中完成,减少了各系统间的连接和故障率,降低了长周期运行成本,并提供了先进的控制技术和良好的监控界面。TS3000系统的最大特点是三重冗余,信号通过输出表决排除错误消息。
对于增压机故障、空压机故障、增压机中抽放空、空分装置停机四个信号通过硬接线送至DCS。
3.4 Bently 3500系统的配置
空分装置空压机、氮压机机组机械保护采用Bently 3500监测系统[8]。该系统能够通过多种传感器采集数据,提供连续、在线监测功能,适用于机械保护应用。该系统由传感器(现场检测探头和前置放大器、专用延伸电缆)、就地电缆、监视器框架、计算机和软件组成。
该系统监测器框架如图1所示,空压机、氮压机各设置一套检测器框架。全尺寸框架最左端是专为两个电源模块和一个框架接口模块预留的位置,框架中的其余14个插槽可以被监测器、显示模块、继电器模块、键相器模块和通信网关模块的任意组合所占用。所有模块插入到框架的底板中,由前面板部分和框架后部相应的 I/O模块组成,永久连线也在框架后部完成。
空压机、氮压机轴向位移、径向振动、键相位信号均由现场探测器进行监测,该装置采用的传感器系统是Bently 3300 XL 8 mm电涡流传感器系统[9]。经前置器将信号放大后,通过屏蔽电缆将信号引至Bently 3500系统柜接线端子,再由端子将信号引至Bently框架模块。其中Bently框架的继电器模块用于将压缩机综合振动大、综合振动过大、综合位移过大等信号送至 ITCC系统参与联锁。

图1 Bently 3500监测器框架
3.5 WoodWard 203系统的配置
空分装置空压机、氮压机用汽轮机超速保护系统采用WoodWard 203[10]“三取二”系统。一般来说,高转速(大于1×104r/min)时机械超速保护装置已变得不可靠的情况下,需用使用WoodWard 203替代。该超速保护系统通过监测三路独立的磁阻发讯器(MPU)来的信号,为汽轮机提供超速保护。该装置汽轮机用于检测转速的传感器采用磁阻式转速传感器。
空压机、氮压机用汽轮机各设置6个转速传感器,现场设置1台转速仪(带液晶显示),安装在现场仪表盘上。6个转速信号(PI脉冲量)分成两路, 3个信号进WoodWard 203系统进行“三取二”,2个信号进ITCC系统进行“二取二”,1个信号进现场转速仪,转速仪再输出频率信号至ITCC系统。
3.6 PLC的配置
空分装置的两套压缩机各配置一套PLC系统, PLC系统柜就近安装在压缩机附近,带触摸屏,就地监控操作。对于仪表空气压缩机的运行状态及启动信号通过硬接线送至DCS。由于仪表空气压缩机的自动控制相对较简单,在此不另外描述。
4 结束语
该项目国产3.6×104m3/h空分装置所采用的自动控制系统先进、工作稳定可靠,操作方便,自动化程度高,故障率低。实现了各控制系统的一体化,提高了仪表、机组运行的安全可靠性,对采用国内大型空分技术的装置有一定的借鉴作用。
[1] 王丽丽,刘勃安.空分技术读本[M].北京:化学工业出版社,2009.
[2] 毛绍融,朱朔元,周智勇.现代空分设备技术与操作原理[M].杭州:杭州出版社,2005.
[3] 李化治.制氧技术[M].2版.北京:冶金工业出版社,2009.
[4] 王骥程.空分技术读本[M].2版.北京:化学工业出版社, 2003.
[5] 黄树红.汽轮机原理[M].北京:中国电力出版社,2008.
[6] 梁恩泉,巨林仓,欧 伟.Honeywell公司PKS系统简介[J].仪器仪表用户,2004,(1):97-98.
[7] Tricon.北京康吉森自动化设备技术有限公司[G].Tricon设计安装手册,2000.
[8] GE能源集团.Bently Nevada 3500系列机械保护系统[G]. GE能源集团,2002.
[9] GE能源集团.Bently Nevada传感器系统[G].GE能源集团,2003.
[10] 杨秀芹.WOODWARD的RroTech 203超速保护系统[J].工业汽轮机,2000,(3):9-12.
The Control System and Application in the Air Separation Unit
Chen Songhua
(China Wuhuan Engi.Co.Ltd.,Wuhan,430223,China)
The automatic control system used in the 3.6×104m3/h air separation unit in the Hulunbeier Jinxin Chemical MTPA Ammonia and MPTA Urea Project is advanced.Based on the process feature and instrument control demand of this plant,the successful application of DCS,ITCC,Bently3500, Woodward203,PLC.are presented.The practice has approved that these systems are stable,advanced and reliable,the configuration is worth spreading.
air separation unit;compressor;anti-surge control;control system;vibration monitoring
TP273
B
1007-7324(2010)06-0024-04
2010-09-27(修改稿)。
陈松华(1982—),男,湖北洪湖人,毕业于武汉大学电路与系统专业,硕士学位,现工作于中国五环工程有限公司电控室,任工程师。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
电子制作(2017年17期)2017-12-18 06:40:54
国际木业(2016年2期)2016-12-01 05:04:17
工业设计(2016年7期)2016-05-04 04:02:44
工业设计(2016年7期)2016-05-04 04:02:17
压缩机技术(2014年5期)2014-02-28 21:28:23
中国氯碱(2014年8期)2014-02-28 01:04:47
河南科技(2014年24期)2014-02-27 14:19:35
河南科技(2014年14期)2014-02-27 14:11:58
河南科技(2014年12期)2014-02-27 14:10:35
