
印制线路板蚀刻液在线循环技术
2010-11-02 08:00何世武李建光
中国环保产业 2010年9期
何世武,李建光
(深圳市洁驰科技有限公司,深圳 518102)
印制线路板蚀刻液在线循环技术
何世武,李建光
(深圳市洁驰科技有限公司,深圳 518102)
介绍了印制线路板蚀刻液在线循环技术的技术核心、工艺流程,以及技术的主要特点,分析了蚀刻液在线循环技术的经济性,以及在印制线路板行业的的应用情况和推广前景。
印制线路板;蚀刻液;在线;循环技术
我国印制线路板行业(PCB)废蚀刻液的处理方式,目前主要是以末端治理为主,处理方法主要有氢氧化铜沉淀法、与酸性蚀刻液混合生产硫酸铜法、硫酸铜电解法等。以上技术普遍存在以下问题:
(1)普遍采取分散运输、集中处理的方式,在运输过程中存在跑、冒、滴、漏的现象。据统计,运输损失达3%~5%,对环境造成了污染;
(2)均需要向废液里加入化学品,从而破坏了废液成分,无法循环使用;
(3)仅将铜元素回收利用,而对氨氮、氯离子、硫脲等成分只采用中和处理后排放,既造成资源浪费,又产生严重的二次污染。
1 印制线路板蚀刻液在线循环技术简介
1.1 技术简介
印制线路板蚀刻液在线循环技术是集精细化工、膜技术、电化学、有色冶金、自动控制于一体的系统集成技术。该技术的最大特点是铜离子无损分离、有用成分完全回用、无废液排放。
印制线路板蚀刻废液在线循环技术的核心是蚀刻废液循环再生装置,主要包括的关键技术有:1)隔膜萃取分离技术/铜资源化技术;2)蚀刻液组份调节技术;3)蚀刻废液循环再生技术;4)设备一体化技术。
1.2 工艺流程(见图1)
该技术采用溶剂萃取+膜处理+电积法实现蚀刻废液再生处理和铜离子的回收。系统先采用萃取的方式实现蚀刻废液中铜离子的无损分离,萃余液经膜处理和组分调节后回用于生产;分离出来的铜离子用硫酸反萃得到硫酸铜,然后通过电解硫酸铜产出阴极铜,实现铜的回收。整个工艺包括蚀刻液、电解液、萃取剂三个闭路循环。
1.3 主要设备流程
该技术通过各操作单元的有机连接,组成了一个封闭式的在线循环再生系统。
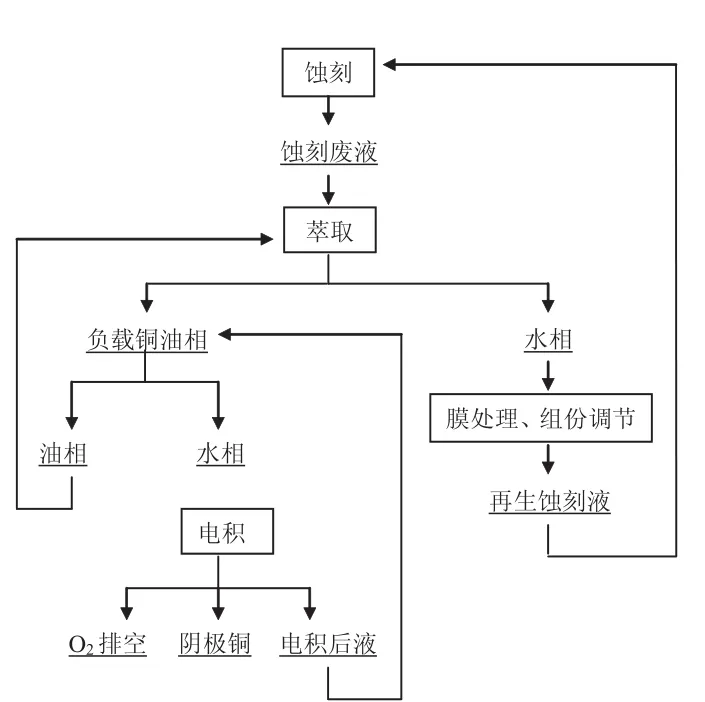
图1 工艺流程
1.4 技术主要特点
(1)无损分离铜,无废液排放
该技术采用萃取的方法,不破坏蚀刻液原有的组成成分,蚀刻废液可得以完全回用。
(2)萃取效率高
该技术采用适于氨性条件下的高效萃取剂,该萃取剂对铜萃取选择性好,水相和油相间杂质转移少,萃取和反萃取速度快,使用寿命长,再生蚀刻液性能稳定。
(3)设备占地面积小
该技术采用多级萃取工艺,与普通单级萃取工艺相比,设备占地面积减少40%,废液中铜含量可在1~150g/L范围内无级调整,当蚀刻废液产生量在30~300吨/月范围内时无需更换设备和增加占地面积。
(4)再生蚀刻液性能优良
该技术专门针对再生蚀刻液开发了相对应的配方,实现了蚀刻废液的完全回用,保证了再生蚀刻液的性能稳定。
(5)产品附加值高
该技术实现了蚀刻废液的完全回用,减少了企业购买蚀刻液的费用,产品铜纯度在99.96%以上,达到国家一级阴极铜标准。
(6)自动化程度高
该技术实现了设备的自动化控制。
1.5 技术经济分析(见表1)

表1 蚀刻液在线循环技术与传统硫酸铜工艺经济指标对比
从表1可以看出,蚀刻液在线循环技术能产出阴极铜和再生液,产品附加值高;而传统的硫酸铜工艺产品附加值低,且有大量废液外排,污染治理费用高。
2 蚀刻液在线循环技术在印制线路板行业的应用
蚀刻液在线循环技术已成功应用于广东五洲、富士康、讯通、宏俐、腾达丰、启利达、胜宏、胜华,江苏瀚宇博德、联昆,上海昆颖,福建奕全、南华,浙江舜科等多家线路板企业,已连续工业化应用2~3年。有关工程运行证明,采用蚀刻液在线循环技术,整个工艺流程无废液、废气产生,再生蚀刻液性能稳定,产出的副产品铜含量达99.96%以上,主要性能指标如表2所示。

表2 主要性能指标
蚀刻液在线循环技术在印制线路板行业的应用工程实例简介如下:
(1)深圳市五洲电路集团蚀刻液在线循环系统(见图2)

图2 深圳市五洲电路集团蚀刻液在线循环系统
项目概况为:占地面积90m2;废水处理量100吨/月;工程总投资340万元,其中设备投资260万元;运行费用180万元/年;水耗1300吨/年;电耗35万度/年;药耗110万元/年;投资回收年限为1年。
项目投运后的经济净效益为320万元。氨洗水减排75%,蚀刻废液“零”排放,优于国家“Ⅰ级A”排放标准;项目被评为国家重点环境保护实用技术示范工程。
项目的环境效益见表3。
(2)深圳市新华电子有限公司蚀刻液在线循环系统(见图3)

图3 深圳市新华电子有限公司蚀刻液在线循环系统
项目概况:废水处理量120吨/月;工程总投资350万元,其中设备投资280万元。设备2008年2月投入运行,实现了蚀刻废液“零”排放,累计处理蚀刻废液4800吨,回收铜600吨,削减氨氮外排约1000吨,减少COD外排5吨。
(3)胜宏科技(惠州)有限公司蚀刻液在线循环系统(见图4)

图4 胜宏科技(惠州)有限公司蚀刻液在线循环系统
项目概况:废水处理量150吨/月;工程总投资380万元,其中设备投资290万元;设备2008年3月投入运行,实现了蚀刻废液“零”排放, 累计处理蚀刻废液6000吨,回收铜750吨,削减氨氮外排约1200吨,减少COD外排6吨。
(4)瀚宇博德科技(江阴)有限公司蚀刻液在线循环系统(见图5)
项目概况:废水处理量300吨/月(一期工程);工程总投资700万元,其中设备投资560万元;氨洗水减排75%,蚀刻废液“零”排放,达到国家“Ⅰ级A”排放标准。

图5 瀚宇博德科技(江阴)有限公司蚀刻液在线循环系统
(5)其他应用实例
蚀刻液在线循环系统工程的其他应用实例及其废液处理规模如下:富士康集团富葵精密组件(深圳)有限公司80吨/月、江苏联昆电子科技有限公司200吨/月、昆颖电子有限公司150吨/月、广州市番禺启利达电子有限公司60吨/月、深圳万基隆电子科技有限公司80吨/月、深圳市宝安区松岗宏俐电子厂110吨/月、浙江舜科电子有限公司50吨/月、东莞荣贸电子有限公司70吨/月、佛山市高明区中信华电子有限公司45吨/月、福建奕全电子有限公司65吨/月、深圳市腾达丰电子有限公司55吨/月、深圳恒宝士线路板有限公司50吨/月、深圳市中信华电子有限公司50吨/月、梅州市达富多层线路板有限公司40吨/月、宝安区松岗讯通电路板厂140吨/月、威尔高电子有限公司70吨/月、瑞联电路板(深圳)有限公司80吨/月、福建莆田南华电路板有限公司60吨/月。
3 结语
国内目前共有线路板生产企业3000多家,其中珠三角地区有1500多家,已安装蚀刻液循环再生系统的不足1.5%,市场前景非常广阔。如果印制线路板蚀刻液在线循环技术能在整个PCB行业得以推广,则每年可回收铜60多万吨,回用再生蚀刻液500多万吨,直接经济效益在400亿元以上;每年可减少蚀刻工序氯化铵使用量100万~150万吨、氨使用量200万~250万吨,能大幅降低PCB厂蚀刻生产线生产成本;每年可减少氨氮排放200多万吨、COD排放4000吨,大幅降低PCB企业的废弃物排放量,从而具有良好的社会、环境和经济效益。
Circular Technology of Printed Circuit Etch Liquid on Line
HE Shi-wu, LI Jian-guang
X703
A
1006-5377(2010)09-0035-03
猜你喜欢
华人时刊(2022年1期)2022-04-26
上海计量测试(2021年3期)2021-07-13
微特电机(2020年5期)2020-12-31
现代装饰(2019年12期)2020-01-19
再生资源与循环经济(2019年5期)2019-01-20
渔业致富指南(2019年17期)2019-01-06
电子制作(2018年14期)2018-08-21
现代出版(2017年3期)2017-11-14
现代电子技术(2014年18期)2014-09-15
河北渔业(2014年8期)2014-08-27
