
普通车床在圆柱体上加工扁体及立孔的工艺方法研究
2010-10-27 02:45张文智
职业教育研究 2010年6期
张文智
(天津工程师范学院 天津 300222)
普通车床在圆柱体上加工扁体及立孔的工艺方法研究
张文智
(天津工程师范学院 天津 300222)
介绍了在普通车床上应用四爪单动卡盘加工扁体及立孔的工艺方法,在此基础上提出了六点校正法,并通过加工实例详细阐明了六点校正法的基本原理。利用该方法能使圆柱侧母线上位置孔的回转中心与车床主轴的回转中心重合,装夹工件精确、快捷,保证圆柱侧母线上位置孔的位置精度。
普通车床;扁体;立孔;六点校正法
通常情况下,在机械加工时使用铣床加工扁体及立孔,如果加工设备中没有铣床只有车床,该怎么办呢?在这种情况下,能否用车床代替铣床加工扁体和立孔呢?笔者提出了利用普通车床在圆柱体上加工扁体和立孔的六点校正法,并通过加工实例详细阐明该方法的基本原理。
工件图样分析
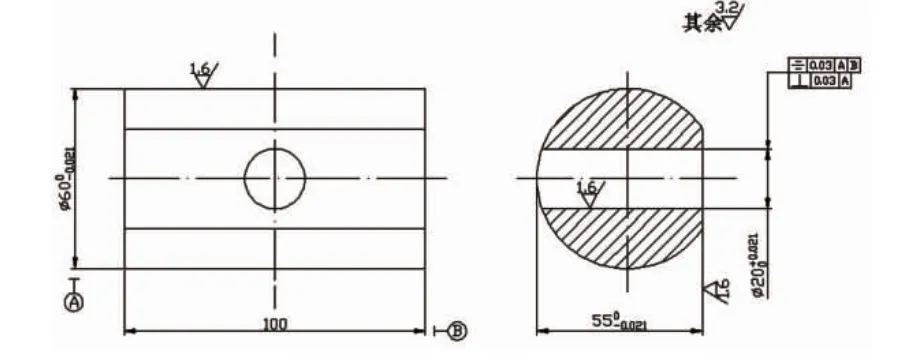
图1 工件加工图
待加工孔的定位
(一)粗校正
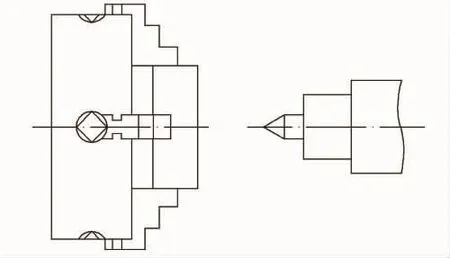
图2 工件安装图
第二步:将工件竖直装夹在四爪卡盘上并使工件处于四爪卡盘中心,如图2所示。
(二)六点校正法的基本原理
使用该方法的目的是保证圆柱侧母线上位置孔的回转中心与机床主轴回转中心重合,同时能精确、快捷地装夹工件,保证圆柱侧母线上位置孔的位置精度,如图3所示。
下面详细介绍“六点校正法”的基本原理。

图3 六点校正法基本原理图
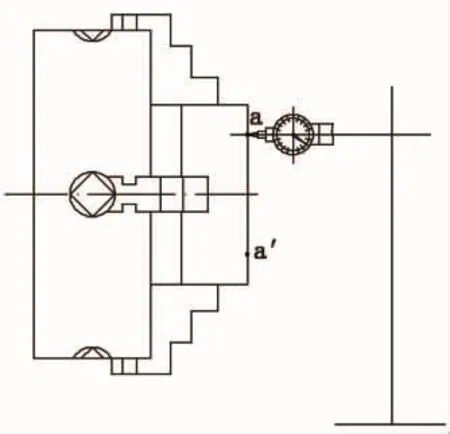
图4 找正轴线的垂直度图

图5 找正轴线对称度图

图6 找正孔轴线与两端面对称度图
用百分表检查三项位置精度 用四爪卡盘装夹工件,调整一对对称极值点。卡爪一经调整,其他对称极值点点位可能产生位移,造成其他对称点不对称。“六点校正方法”要求工件圆柱上六点必须都达到对称要求,才能证明位置孔的车削位置正确,保证位置孔加工后的位置精度准确无误。
卡爪调整圆柱上一对对称点后,必须用百分表重新验证其他各点是否移位。如果位置移动,重新校正,直至“六点”全部达到要求。
车削工艺分析
加工时应注意:在车削扁体平面时,由于断续切削产生冲击力,故精车前应再次对找正精度进行验证。
实践证明,采用“六点校正法”用普通车床代替铣床在圆柱体上加工扁体及立孔的工艺方法可行,并且可同样保证精度。
应用普通车床在圆柱体上加工扁体及立孔的工艺方法,符合学生认知过程的规律,强化了学生的基础知识、基本方法、基本技能的综合培养,锻炼了学生的“四性”,即科学性、系统性、完整性和逻辑性。在实训教学中运用本工艺方法,学生一开始普遍感觉知识点较多,理论接受起来较慢,但通过实际操作,安排学生进行大量练习后,结果完全达到了教学目的。此加工方法涵盖的知识点充分,学生学习这套工艺方法时热情高涨,激发了他们探索新工艺、新方法的激情和欲望,教学效果良好。
[1]孙德山,王功山.车工技能实训图解[M].济南:山东科学技术出版社,2007.
[2]王公安.车工工艺学[M].北京:中国劳动社会保障出版社,2005.
[3]彭德荫.车工工艺学与技能训练[M].北京:中国劳动社会保障出版社,2001.
[4]陈宏明.车工实用技术[M].北京:机械工业出版社,2002.
[5]机械工业职业技能鉴定指导中心.车工技术[M].北京:机械工业出版社,1999.
[6]刘同森,张同兴.车工[M].济南:山东科学技术出版社,2006.
[7]许兆丰.车工工艺学[M].北京:中国劳动社会保障出版社,2003.
G712
A
1672-5727(2010)06-0147-02
张文智,男,天津市人,天津工程师范学院工程实训中心助理实验师,技师,主要从事数控车床、普通车床和铣床的教学研究。
猜你喜欢
山东冶金(2022年2期)2022-08-08
小学生学习指导·高年级(2022年2期)2022-02-16
内燃机与配件(2022年2期)2022-01-17
小学生学习指导(高年级)(2021年6期)2021-06-19
装备制造技术(2020年12期)2020-05-22
铁道通信信号(2018年10期)2018-12-06
职业·中旬(2017年11期)2017-12-15
电子制作(2017年20期)2017-04-26
中国教育技术装备(2015年19期)2015-03-01
数学大世界·小学中高年级辅导版(2009年3期)2009-04-14
