
50M n2V金刚石锯片激光焊接过渡层粉末的研制(下)①
2010-10-14 06:35:10秦海青王进保蒙光海李运海程柳
超硬材料工程 2010年4期
秦海青,王进保,蒙光海,李运海,程柳
(1.国家特种矿物材料工程技术研究中心,广西桂林541004;2.桂林矿产地质研究院广西超硬材料研究开发重点实验室,广西桂林541004)
50M n2V金刚石锯片激光焊接过渡层粉末的研制(下)①
秦海青1,2,王进保1,2,蒙光海1,2,李运海1,2,程柳2
(1.国家特种矿物材料工程技术研究中心,广西桂林541004;2.桂林矿产地质研究院广西超硬材料研究开发重点实验室,广西桂林541004)
介绍了自主研发的A激光焊接过渡层粉末的设计性能指标、制备方法和基本参数,测试了A粉末烧结试样块的机械性能,检测了A过渡层、国外某公司过渡层与50M n2V钢基体的激光焊接强度。焊接强度测试结果表明:在780℃~880℃常用烧结温度范围内,A过渡层可以与不同的工作层配合使用,比国外某公司过渡层具有更高的安全性和稳定性,焊接强度达到并超过BS En13236:2001安全标准。A激光焊接过渡层粉末可以替代国外进口的激光焊接过渡层粉末。
过渡层;激光焊接;50M n2V;金刚石锯片
3 A粉末烧结试样块的机械性能测试
A粉末烧结试样块尺寸:(30×12×6)mm3,采用真空热压烧结,烧结压力为27M Pa,烧结温度分别为:780℃、820℃、850℃、880℃,每个温度烧结10个试样块,分别测定试样块的三点弯曲强度、硬度、密度和相对密度,分别取数据的平均值,各种数据平均值见表2。由表2可以看到,A粉末在780℃~880℃的温度范围内烧结,试样块的三点弯曲强度介于1260~1417M Pa之间,烧结相对密度大于97%,硬度介于93.8~102.2HRB之间。
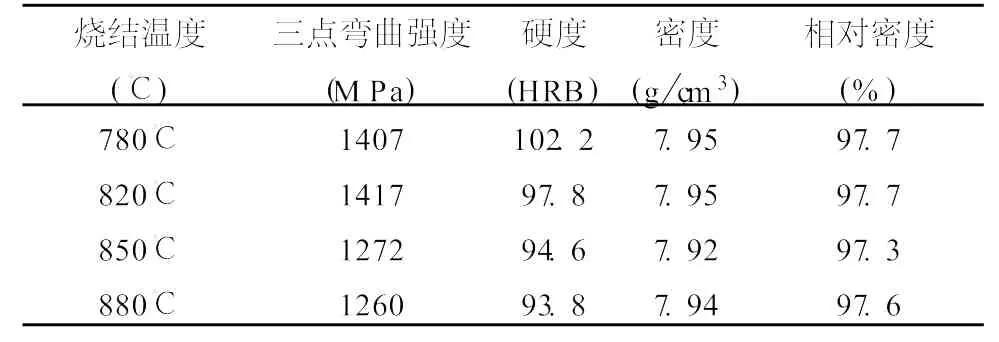
表2 A粉末烧结试样块的三点弯曲强度、硬度、密度和相对密度Table 2 Three points bending strength,hardness,density and relative density of powder A sintered samples
4 刀头的烧结和焊接
4.1 刀头的烧结
刀头采用热压真空烧结,刀头尺寸为50×3.2×10(长×厚×高)mm3,其中工作层的高度为8mm,过渡层的高度为2mm。为了测试焊接强度的稳定性和适应性,采用4种不同的金刚石锯片工作层与过渡层配合使用,烧结温度分别为780℃,820℃,850℃,880℃。表3列出了这4种金刚石锯片工作层的胎体配方,表4~表7分别列出了这4种配方的烧结工艺。每个温度烧结38颗刀头,其中19颗刀头的过渡层使用A粉末,另外19颗刀头的过渡层使用国外某公司生产的产品。

表3 金刚石锯片工作层的胎体配方Table 3 Matrix prescription of working layer of diamond saw blade %
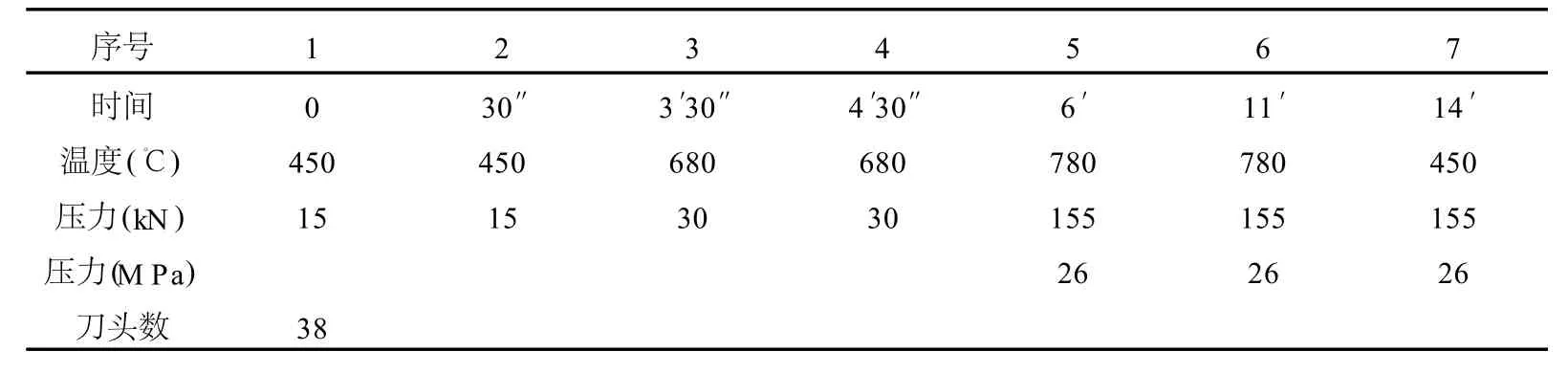
表4 1#配方的烧结工艺Table 4 Sintering process of prescription 1#

表5 2#配方的烧结工艺Table 5 Sintering process of prescription 2#

表6 3#配方的烧结工艺Table 6 Sintering process of prescription 3#

表7 4#配方的烧结工艺Table 7 Sintering process of prescription 4#
4.2 刀头的焊接
焊接试验设备:德国产DCO 25板条CO2激光器(标准功率2500W,波长10.6μm);韩国产LW B 15/20激光锯片焊接工作台。焊接条件:激光功率1375W,焊接速度3m/min,双面焊接,使用A粉末的刀头与使用国外某公司过渡层的刀头同锯片基体焊接,数量各一半,各焊接两片。锯片条件:钢基体材料50M n2V,厚度2.2mm,规格:Φ336×Φ25.4×2.2×19;试验刀头尺寸:50×3.2×10(长×厚×高)mm3。
将焊接好的锯片在2个小时以内放入高温干燥箱内低温回火,回火温度285℃,保温2小时,然后随炉冷却到室温。将锯片在室内放置48小时后,检测锯片的焊接强度。后序处理的目的是部分消除和释放焊接后的应力。
5 焊接强度的检测
5.1 焊接强度的检测方法
采用扭力扳手检测焊接强度,直接得到的数据为扭矩(N·m),然后再将扭矩换算成焊接强度(M Pa)。扭矩与焊接强度之间的换算公式如下:

其中:σb——焊接强度(M Pa)
M bmax——最大扭矩(N·m)
Lv——刀头长度(mm)
E——钢基体的厚度(mm)
根据3-1可以得到最小焊接强度与最小合格扭矩之间的换算公式:

其中:σmin——BS En13236:2001安全标准规定达到的最小焊接强度(σmin=600M Pa)
M bmin——最小合格扭矩(N·m)
Lv——刀头长度(mm)
E——钢基体的厚度(mm)
将Lv=50mm,E=2.2mm,σmin=600M Pa带入公式3-2,得到M bmin=24.2N·m。
采用标准扭力扳手检测焊接强度,开始检测扭矩24.2N·m,双面检测,依次递增5N·m,直至刀头与钢基体的焊缝断裂,记录此时的扭矩大小,再根据公式3-1,计算焊接强度。
5.2 焊接强度数据和数据比较
将平均焊接强度与600M Pa的比值称为焊接强度平均安全系数,它表示过渡层与钢基体的整体焊接可靠程度,比值越大,整体安全程度越高。将最小焊接强度与600M Pa的比值称为焊接强度最小安全系数,它表示过渡层与钢基体的最小可靠程度,比值越大,出现单个刀头断裂的危险性越小。
表8是过渡层与50M n2V钢基体的焊接强度数据,图5和图6分别是A粉末和国外某公司过渡层与50M n2V钢基体的平均焊接强度和最小焊接强度。结合表8、图5和图6,在780℃~880℃常用烧结温度范围内可以得到下列结论:
(1)A粉末与50M n2V钢基体的焊接强度全部大于等于868M Pa,平均焊接强度大于等于1227M Pa,完全符合BSEn13236:2001安全标准,同时也达到了笔者提出的设计性能指标。
(2)在不同的烧结温度下,A过渡层可以与不同的工作层配合使用,而且A过渡层与50M n2V钢基体的平均焊接强度波动不大,焊接强度值介于1227M Pa~1378M Pa之间,说明A过渡层具有广泛的适应性,可以与不同的工作层配合使用。
(3)A过渡层与50M n2V钢基体的焊接强度平均安全系数介于2.05~2.30之间,焊接强度最小安全系数1.45;国外某公司过渡层与50M n2V钢基体的焊接强度平均安全系数介于1.79~2.67之间,焊接强度最小安全系数1.24。由此可见,A过渡层与国外某公司过渡层相比具有更高的安全性和可靠性。

表8 过渡层与50M n2V钢基体的焊接强度数据(单位:M Pa)Table 8 Welding in tensity of transition layer bonding with 50M n2V steel substrate(unit:M pa)
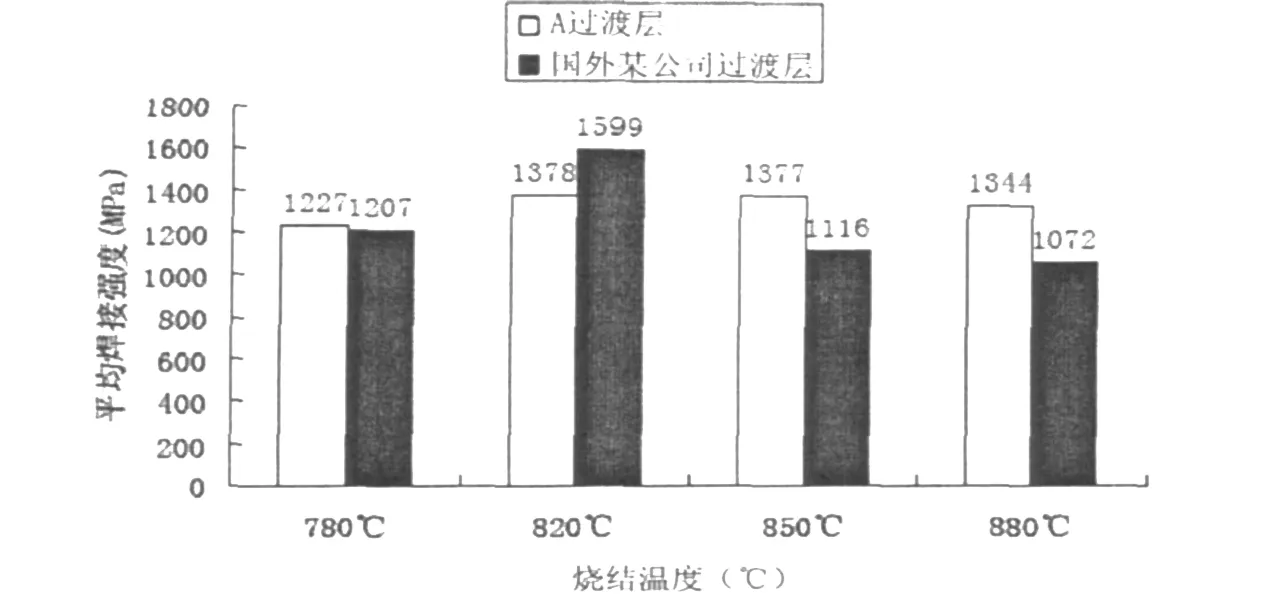
图5 A过渡层、国外某公司过渡层与50M n2V钢基体的平均焊接强度Fig.5 Average welding in tensity of transition layer A and transition layer of overseas company bonded with 50M n2V steel substrate
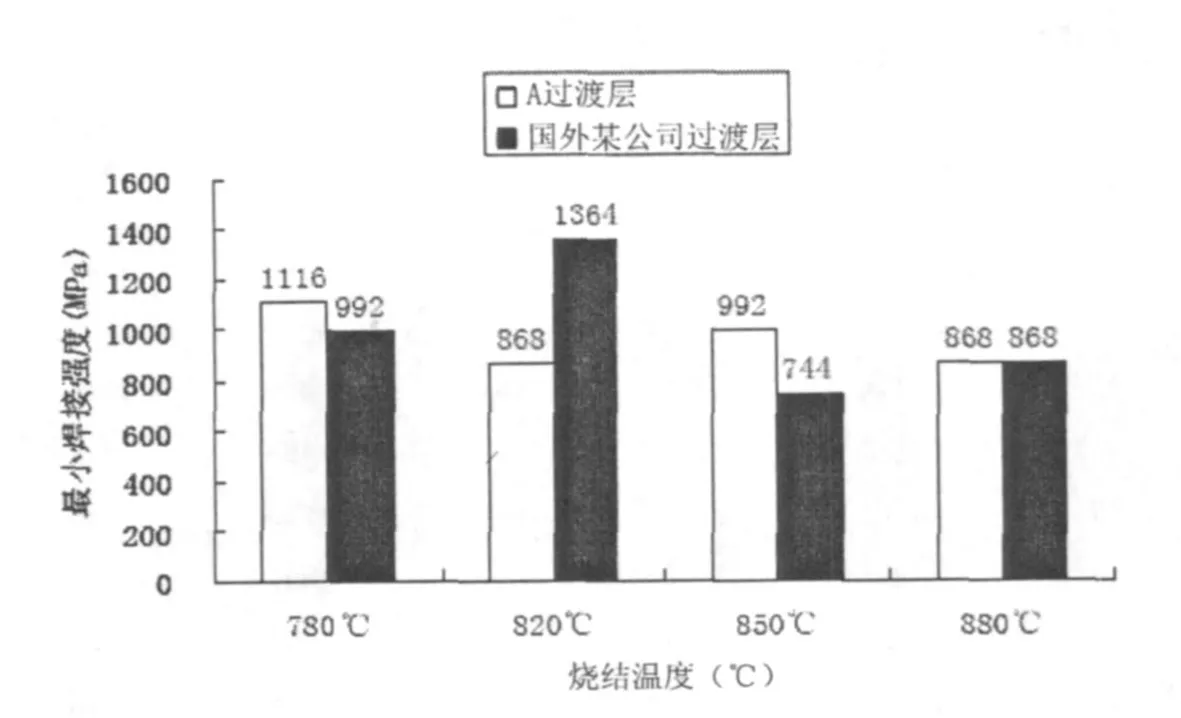
图6 A过渡层、国外某公司过渡层与50M n2V钢基体的最小焊接强度Fig.6 minimal welding in tensity of transition layer A and transition layer of overseas company bonded with 50M n2V steel substrate
6 结论
在780℃~880℃常用烧结温度范围内,A过渡层可以与不同的工作层配合使用,与50M n2V钢基体的焊接强度平均安全系数介于2.05~2.30之间,焊接强度最小安全系数1.45,焊接强度达到并超过BS En13236:2001安全标准,比国外某公司过渡层具有更高的安全性和稳定性。因此,A激光焊接过渡层粉末可以替代国外进口的过渡层粉末,实现金刚石锯片的刀头和50M n2V钢基体的激光焊接,大幅度降低国内激光焊接金刚石锯片生产企业的生产成本。
[1] 姜荣超.激光焊接锯片过渡层配方的选择与研究[J].珠宝科技,2003,15(48):9.
[2] 刘一波,赵刚,等.En13236安全标准及其对中国金刚石工具行业的影响[J].金刚石与磨料磨具工程,2004(4):66-71.
[3] 黄培云,等.粉末冶金原理[M].北京:冶金工业出版社,2004:123.
Research and development of laser welding transition layer powder used for 50M n2V diamond saw blade
QIN Hai-qing1,2,WANG Jin-bao1,2,MENG Guang-hai1,2,LIYun-hai1,2,CHENG Liu2
(1.National Special mineral Materials Engineering Technology Research Center,Guilin,Guangxi 541004,China;2.Guangxi Key Laboratory of Superhard Material Research and Development,Guilin Research Institute of Geology formineral Resources,Guilin,Guangxi 541004,China)
Designing performance,manufacture methods and basic parameters of laser welding transition layer powder A are presented in th is paper.Mechanical properties of powder A sintered samples,laser welding in tensity of transition layer A and transition layer made by a overseas company bonded with 50M n2V steel substrate are investigated.The results indicate that transition layer A sintered between 780℃and 880℃is better than transition layer of certai Noverseas company in security and stabilization and can be applied for different working layers.Moreover,the welding in tensity of transition layer A has met and surpassed the BS En13236:2001 standard on safety.Therefore,the laser welding transition layer powder from the overseas can be replaced by the powder A.
transition layer;laser welding;50M n2V;diamond saw blade
TQ 164
A
1673-1433(2010)04-0016-05
2010-05-10
秦海青(1979-),男,硕士,工程师。主要从事合金粉末的制备及金刚石工具制造方面的研究工作。E-m ail:qinhaiqing5218@163.com。
广西科学基金(桂科青0832089);广西科技开发计划项目(桂科攻0992001-10)
猜你喜欢
石材(2022年4期)2022-06-15 08:55:26
设备管理与维修(2021年13期)2021-09-05 13:05:56
石材(2020年10期)2021-01-08 09:19:54
医学理论与实践(2020年7期)2020-04-13 09:05:48
重型机械(2016年1期)2016-03-01 03:42:06
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
安徽地质(2016年4期)2016-02-27 06:18:10
人间(2015年23期)2016-01-04 12:47:44
焊接(2015年12期)2015-07-18 11:13:04
