角接触球轴承外圈沟位置标准件的检定
2010-10-11 03:10:14张智超孙怀全
哈尔滨轴承 2010年1期
张智超,孙怀全
(哈尔滨轴承集团公司质量管理部,黑龙江哈尔滨150036)
1 前言
在传统的检定角接触球轴承外圈沟位置标准件时,因为其外圈沟道是偏沟,即左右两侧端面相对沟道中心线的距离不同,所以多采用在立式测长仪上检定其位置尺寸。但此种方法对沟曲率样板的要求非常严格,而且存在一定的误差。因此,针对在没有合适沟曲率样板的情况下,研究出在轴承专用仪器上的检定方法,此种方法不仅可以解决这种难题,而且具有以下特点:(1)操作简单易用、测量快速准确、示值直观方便;(2)测量精度高;(3)直接反映了沟道的实际位置偏差,不会存在误判现象;(4)既节约了样板的制造费用,简化了操作过程,同时又提高了测量精度,满足用户需求。
2 测量原理(D013轴承专用仪器)
在轴承专用仪器D013上测量时,先将工件基准面与沟位置测头接触,得出第一次读数,然后反转过来,将非基面与沟位置测头接触,得出第二次读数,经过计算,即可得出沟位置的实际尺寸偏差,具体计算过程见第4部分。
当用D013仪器测量外圈位置时,由于仪器经过杠杆传动,当沟位置大时,表上反映出来的读数小;当沟位置小时,表上反映出来的读数大,因此测量中要把表的读数反过来。例如表上反映出来的数值是+20μm,要读作-20μm,表上反映出来的数值是-10μm,则要读作+10μm,见图1。
3 检定方法
首先选取沟曲率相同、沟直径尺寸与之接近的对应型号角接触球轴承外圈,经计算筛选后,作为角接触球轴承外圈的沟位置标准件,然后在D013轴承专用仪器上使用比对法,对批量生产的产品进行沟位置偏差读表检测。
(1)首先挑选外观合格的角接触球轴承外圈。
(2)挑选合格的测点:将该工件在轴承专用仪器上旋转一周,选择被检定沟道标准件在仪器上表针的摆动量趋于零的一小段区域作为该工件的测量点。
(3)以7022AC的产品外圈为例,工件高度:28mm,位置公称尺寸:14.23mm,见图2。
图1 D013仪器

图2 7022AC工件外圈尺寸
由于角接触球轴承的外圈沟道是两侧不对称的(亦即偏沟),在专用仪器上以基面对好表后,反转工件以非基面再读数时,表上会没有数值,因为以沟道中心线为母线,左右两侧相差的尺寸为:14.23-13.77=0.46mm,有装球缺口的那一边的沟位置比较窄。
按基面对表时,把表针对在0的位置上(为了方便计算)。反转该工件,在测量偏沟一侧时,如果使用0.46mm的量块置于工件与仪器测点之间位置,那么该次读数去掉量块偏差即为该工件的实际示值尺寸,见图3。
即:基面对表时示值为0,反转该工件的示值为-0.010mm,0.46mm的量块偏差为0mm,那么,它的第二次示值应为-0.010mm,由于D012仪器是反传导,则读数应为+0.010mm。用外径千分尺测得外圈高度偏差为-0.016mm。
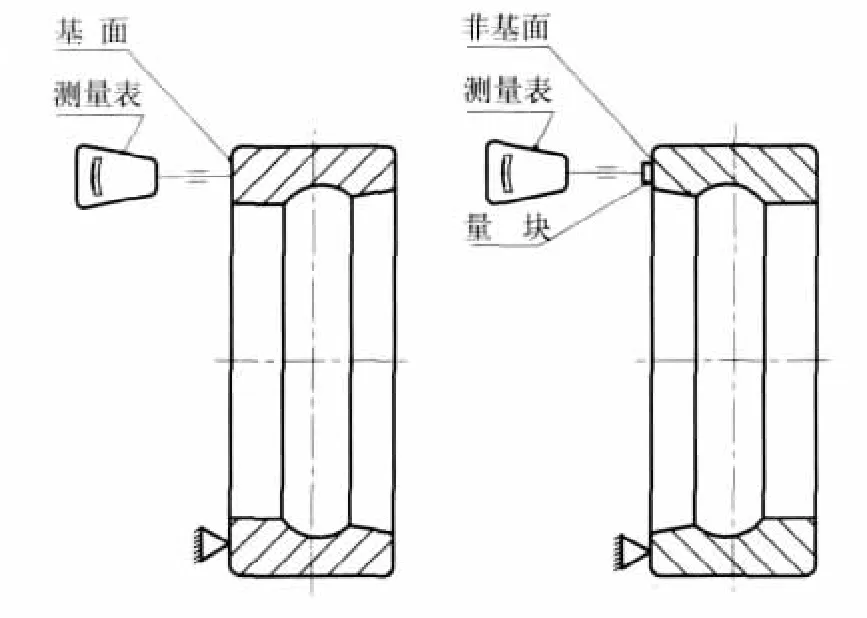
图3 沟位置测量示意图
4 沟位置尺寸计算
沟位置尺寸计算公式如下:

式中:H—沟位置尺寸,
B—外圈的实际高度偏差,-0.016mm,
CⅠ—指示表第一次读数,0mm,
CⅡ—指示表第二次读数,+0.010mm。
5 结论
用此种方法测量角接触球轴承的外圈沟位置,提高了测量精度,解决了没有合适的沟曲率样板的难题,便于生产的顺利进行,为公司产品精度的提高奠定了坚实的基础。
猜你喜欢
机械工业标准化与质量(2022年4期)2022-08-12 02:20:54
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
机械工业标准化与质量(2021年7期)2021-10-12 06:32:52
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
质量技术监督研究(2018年1期)2018-03-26 08:04:28
中国公路(2017年11期)2017-07-31 17:56:31
汽车零部件(2014年5期)2014-11-11 12:24:34
组合机床与自动化加工技术(2014年12期)2014-03-01 02:23:00
中国质量与标准导报(2014年1期)2014-02-28 22:21:34
河南科技(2014年1期)2014-02-27 14:04:24