缠绕式提升机的过卷过放缓冲装置动力的调定
2010-09-29 07:13李庆洁
淮北职业技术学院学报 2010年3期
李庆洁
(安徽矿业职业技术学院,安徽淮北 235000)
缠绕式提升机的过卷过放缓冲装置动力的调定
李庆洁
(安徽矿业职业技术学院,安徽淮北 235000)
缠绕式提升机的过卷过放直接影响到煤矿的安全生产。本文通过对缠绕式提升机的提升系统中提升容器出现过卷过放时的动力分析,提出了过卷过放缓冲装置的制动力计算公式,为设计和选择防过卷过防装置提供了理论依据。
提升容器;过卷过放;动力分析
由于技术设备不良,管理不善,人为失误等原因,单绳缠绕式提升机会发生过卷过放事故,虽然有过卷保护装置进行保护使提升机紧急制动,但仍然可能发生提升钢丝绳断裂、损坏提升设备或人员伤亡等重大事故。为此,对缠绕式提升机装设缓冲装置尤为迫切。
1 过卷容器的动力分析
容器过放缓冲过程中,提升钢丝绳必然松绳,由于采用不同步布置方式,所以过卷容器的受力状态与过放容器无关,如图1,其动力方程为:

式中:T1——提升钢丝绳在与过卷容器联接处的张力;
m1——过卷容器的随机质量;
as——过卷容器的缓冲减速度;
Fs——过卷缓冲装置的制动力;
g——重力加速度。

图1 过卷容器动力分析图
T1可由下式计算

式中:M——除去过卷和过放容器以外的提升系统的变位
质量;
P——提升钢丝绳单位长度的重量;
H——井深。
所以:

提升容器的过卷缓冲减速度不得大于 g,否则乘员头部会撞击容器顶部而受伤,为了尽量减小减速度,由最大允许过卷缓冲距离S确定as的最小值:
式中v0为过卷容器的初始速度。
所以,as应满足条件:

由于S值一般都足够大,满足上式的 as是存在的,将上式代入(1)式就得到过卷缓冲装置制动力的设计公式。

显然这里的m1应为空容器的质量。
2 过放容器的动力分析
假设过放缓冲前提升系统无外力作用,过放容器为匀速运动。容器过放缓冲过程可以分为三个阶段:提升钢丝绳松绳阶段、防坠器空行程阶段、防坠器参与制动阶段。
2.1 提升钢丝绳松绳阶段动力分析
在此阶段,过放容器的受力如图2,其动力方程为

式中:T2——提升钢丝绳在与过放容器联接处的张力;
m2——过放容器的随机质量;
ax——过放容器的缓冲加速度;
Fx——过放缓冲装置的制动力。

图2 过放容器动力分析图
显然有:FX>m2g
经缓冲时间t后,提升钢丝绳缩短量:

式中x为缓冲距离。
式中k为钢丝绳的弹性系数。
将(4)式代入(3)式并将ax写为x″,整理得,

它的解为:

将(6)式进行一次和二次微分得:
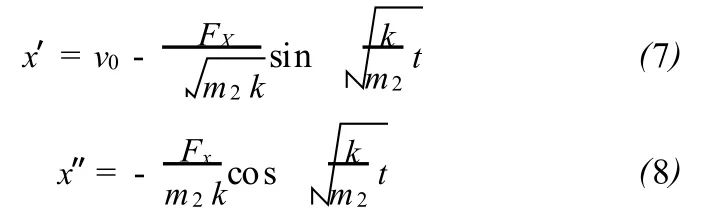
提升钢丝绳全松驰时,有边界条件:

联立(6)和(9)式,可解得松绳所需时间t1

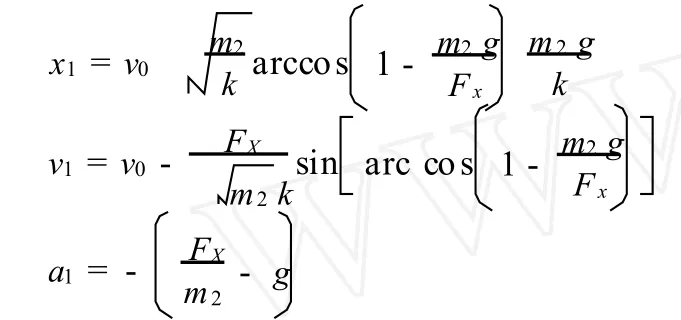
将(10)式代入(6)、(7)、(8)式,可求得提升钢丝绳恰好松驰时过放容器的缓冲距离、速度和加速度为:
2.2 防坠器空行程阶段动力分析
提升钢丝绳松绳后,防坠器进入空行程阶段,其持续时间一般为tk=0.1秒左右。此阶段过放容器做匀减速运动,其加速度为a1,经空行程时间tk后容器的速度为:

空行程缓冲距离x
2.3 防坠器参与制动阶段动力分析
此阶段过放容器的受力如图3,其动力方程为:
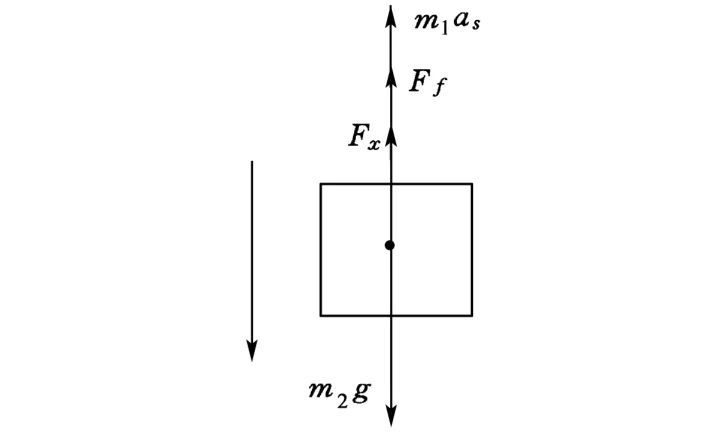
图3 空行程阶段动力分析图

式中 Ff为防坠器的制动力。
该阶段的缓冲加速度为:

2.4 对容器过放缓冲阶段的综合分析
通过前述对过放容器三个阶段的动力分析可定性地绘出整个缓冲过程的速度图如图4所示。可见,在第一阶段缓冲开始的瞬时和第三阶段缓冲过程中容器的减速比较大。若依后者确定缓冲装置总制动力,则该值为零。因为防坠器的制动力是按《煤矿安全规程》要求的 g≤a≤5g确定的。若不设过放缓冲装置,则过放时提升钢丝绳不会松驰,防坠器也就不起作用。
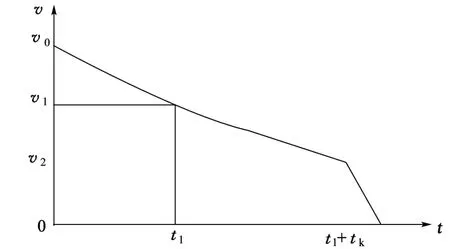
图4 缓冲过程速度图
因此,应依第一阶段开始时的瞬时减速度来确定缓冲装置的制动力的上限,当制动开始时,即t→0时,有:

显然应有:

式中m2为空容器质量。
为使容器在整个缓冲过程中的减速度不超过《煤矿安全规程》要求,需控制防坠器与缓冲装置同时作用的时间。所以应保证过放容器进入第三阶段的初始速度低于爬行速度,这里令v2≤0.3 m/s,即有:

此时,由于容器速度低,继续缓冲的时间非常短,又有前两个阶段制动的准备,所以不会对乘员造成伤害。需要指出,设计时上式中的m2应取满载容器的总质量。
总之,通过对缠绕式提升机过卷过放的动力分析,过卷和过放装置的安装应采用不同的布置,这样易于设计缓冲装置,对于其安全可靠地工作具有十分重要的意义。
[1] 矿井提升机故障处理和技术改造编委会.矿井提升机故障处理和技术改造[M].北京:机械工业出版社,2005.
[2] 陈建辉.钢丝绳结构性伸长问题的研究[J].贵州工业大学报:自然科学版,2006(1).
[3] 肖兴明.摩擦提升重大故障分析及预防[M].徐州:中国矿业大学出版社,1994.
责任编辑:訾兴建
TK05
A
1671-8275(2010)03-0053-02
2010-01-08
李庆洁 (1971-),女,安徽萧县人,安徽矿业职业技术学院讲师。
猜你喜欢
山东冶金(2022年4期)2022-09-14
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
电子乐园·上旬刊(2022年5期)2022-04-09
山东交通科技(2020年2期)2020-08-13
中国特种设备安全(2019年11期)2020-01-16
读者·校园版(2019年24期)2019-12-10
中国特种设备安全(2018年11期)2019-01-08
消费导刊(2016年10期)2016-12-01
山西煤炭(2015年4期)2015-12-20
小朋友·聪明学堂(2015年8期)2015-11-30