
石墨电极与接头的“理想连接”及实现
2010-09-29 12:17陈敬全周丽华陈善元
制造技术与机床 2010年9期
陈敬全 周丽华 陈善元 朱 强
(泰兴市晨光高新技术开发有限公司,江苏泰兴 225400)
1 石墨电极与接头在通电过程中的集肤效应
德国著名炭素专家赫尔穆特·威尔斯戴特在《石墨电极生产、检验与应用基本原理》一书中指出:“石墨电极与接头在使用中大约80%的电流是流经电极端面的。”
这段话来自电学的基本原理。就是说在电流传导过程中,80%的电流从导体最大直径处流过,即所谓的“集肤效应”。而电极与接头在使用过程中也是电导体,所以也适用“集肤效应”。
那么,“集肤效应”与电极和接头的“理想连接”有什么关系呢?
2 集肤效应是电极与接头“理想连接”的理论基础
毫无疑问,“集肤效应”对电极与接头的使用是极为有利的。首先,由于“集肤效应”,电极与接头在使用过程中大约80%的电流是流经电极端面的,而电极端面如果实现大面积接触,接触电阻很小,因而功耗大大减少,从而可降低冶炼企业的单位电极损耗,提高经济效益。
其次,电极与接头在使用过程中仅20%的电流流经其螺纹连接处,与传统的电极端面不接触或接触不良、100%电流流经螺纹连接处相比,功耗下降80%以上,发热量大大减少,可以杜绝传统电极与接头螺纹连接处因电流大而产生局部高温烧化以致折断的现象。
但是,由图1可见,“集肤效应”的存在并发挥作用是有条件的。条件为:
(1)电极端面接触率趋近100%,通电面积最大化,特别是电极最大直径处接触良好。这是“集肤效应”存在的基础。如果这一条件做不到,通电时由于电极端面不接触或接触不良,电流只能从螺纹连接处通过,其“集肤效应”只能是螺纹连接最大直径处的“集肤效应”,传导电阻和功耗将大大增加。
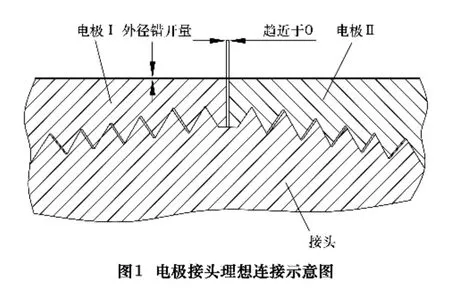
(2)螺纹连接处各项有关精度匹配良好,连接紧密可靠,不但使20%电流通过时电阻和发热量降到最低,而且确保端面接触良好。
符合以上两个条件的电极和接头的连接就是“理想连接”。
3 实现石墨电极与接头“理想连接”的加工要求
首先从上述第1条件来分析,为达到电极与接头连接端面接触率趋近100%,则加工必须符合以下要求:
(1)电极端面高度平整,平面度误差 ≤0.012 mm;
(2)电极端面不得中凸,只能中凹,中凹量 ≤0.05 mm;
(3)电极端面与螺纹中心线垂直度误差≤0.01 mm;
(4)电极与接头螺纹的4点偏差≤0.04 mm。
其次,从第2条件来分析,为达到螺纹连接处各项有关精度匹配良好,连接紧密,则加工精度必须达到以下要求:
(1)单牙螺距误差≤0.012 mm,螺距累积误差≤0.03 mm/152.4 mm,从而保证连接螺纹每个螺牙都能紧密均匀配合;
(2)电极与接头螺纹直径分别为(d+1/2t)mm 和(d+1/2t4)mm,其中 t为根据电极与接头材料的热膨胀系数及经验而定的直径方向保证间隙值,使其未通电时螺牙连接良好,通电发热后不会因膨胀而压溃和烧断;
(4)螺纹牙形半角为30°±10′,牙面粗糙度Ra≤3.2!m,此外,电极与接头连接处外径错开量必须≤0.15 mm,以防止夹持通电时夹断。因此要求电极螺纹中心线与外圆的同轴度≤0.07 mm。
显而易见,电极与接头的“理想连接”对加工精度提出了很多超出常规的要求,传统加工技术已难以解决,因此推广数控技术,实现高精度加工是必由之路。
4 推广数控技术,实现“理想连接”
20世纪90年代,我国除吉炭、兰炭从美、日进口了几条电极与接头自动加工线外,对大多数中小炭素厂来讲,使用自动加工线或数控加工机床来解决电极与接头的精密加工还只能是遥不可及的梦想。
进入21世纪以来,我国陆续研制成功了各种具有自主知识产权的电极与接头加工机床单机和数控自动加工线。国产设备的高技术、高性能和高性价比毫不逊色于国外进口同类设备,经过几年的努力,已得到了大面积推广。截至目前为止,我国已建成和正在新建CGK·RZ·01数控接头自动加工线15条,改造接头自动线3条,CGK·RZ·02数控电极自动加工线6条。广大中小炭素企业,特别是出口炭素企业,认识到数控加工的重要性,积极推广应用数控机床,数控化率已达到80%以上,为实现电极与接头的“理想连接”打下了坚实的基础。
我国的数控加工电极与接头技术的推广得到了世界特别是欧、美、日等工业发达国家的认可,并形成了自己独特的优势:
(1)国产机床突出了“全数控加工”,消除传动链误差,使螺纹螺距、锥度、精度优于进口设备,引导了电极与接头精密加工的新潮流;
(2)直径尺寸采用数控方法精细调整,特别方便,尺寸变化范围极小;
(3)数控技术先进,单机采用国产专用高性能数控系统,整线采用西门子PLC和自行开发的数控软件控制,并带上位计算机,可实现远程监控和诊断;
(4)电极螺纹与端面加工方法特殊,其端面加工不同于美国线的车削,也不同于日本线的铣削(只能铣平或铣凸,不能铣凹)和德国线的二次铣削,而是由同一根主轴带动下进行螺纹加工和端面刮削,端面平直度好而且可以轻而易举地实行中凹,端面与螺纹轴心线的垂直度明显领先;
(5)自行配套经高精度磨削的镶嵌硬质合金梳刀,价廉物美,便于推广。
由于国产电极与接头数控机床及数控自动加工线具有上述优势,现已开始出口印度HEG公司等,并受到好评,有望进一步出口德、意等国家。
随着钢铁冶炼技术的现代化发展,对电极与接头使用的安全性和经济性日益凸显出来。建立在其高精度的基础上,提出了电极与接头“理想连接”的新概念,实现电极与接头的“理想连接”,其在使用过程中烧损、松脱的危险性大大减小,部分弥补材质缺陷带来的强度不足等影响,并且明显地降低电能和材料损耗从而提高了经济效益。
猜你喜欢
一重技术(2021年5期)2022-01-18
有色金属设计(2021年4期)2022-01-09
哈尔滨轴承(2021年1期)2021-07-21
人大建设(2019年6期)2019-10-08
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
汽车文摘(2015年5期)2015-12-16
中国塑料(2015年9期)2015-10-14
制造技术与机床(2015年10期)2015-04-09
凿岩机械气动工具(2014年4期)2014-03-01
