
MAA-St双单体熔融接枝ABS增容无卤阻燃ABS的研究
2010-09-26 01:03夏英,刘森,李姿潼,史正海,高明
大连工业大学学报 2010年1期
夏 英, 刘 森, 李 姿 潼, 史 正 海, 高 明
( 大连工业大学 化工与材料学院, 辽宁 大连 116034 )
0 引 言
ABS树脂广泛应用于家用电器、建材、汽车工业、工业结构材料等领域[1]。虽然该树脂拥有优良的综合性能,但也存在着易燃烧的缺点,这一缺点极大地限制了其应用范围[2]。ABS 常用的阻燃方法是添加化学阻燃剂[3],其中,卤系阻燃剂因成本效能平衡性好、适用面广而占据着阻燃ABS领域的主导地位。但卤系阻燃剂发烟量大,释放出来的卤化氢气体具有高腐蚀性,导致二次灾害,因而,以卤/锑配合的传统阻燃技术面临着巨大的压力,无卤化阻燃ABS已成为研究开发的主要趋势[4]。在前期研究ABS/膨胀型阻燃剂(IFR)无卤阻燃复合材料时发现,IFR与ABS的相容性较差,致使ABS/IFR复合材料的力学性能下降较大,尤其是抗冲击性能。许岩焱等[5]尝试了甲基丙烯酸 (MAA) 单单体接枝ABS对ABS/IFR复合材料的力学性能影响的研究。而以MAA为接枝单体,苯乙烯 (St) 为接枝共单体,制备ABS-g-(MAA-co-St)双单体熔融接枝物,并将其用于改进ABS/IFR共混体系的相容性研究尚未见报道。为此,作者采用双单体熔融接枝技术,制备了含羰基侧链的双单体接枝物ABS-g-(MAA-co-St),并利用其增容ABS/IFR体系,研究了ABS/IFR/ABS-g-(MAA-co-St) 复合材料的力学性能、加工性能和阻燃性能。
1 实 验
1.1 原 料
ABS树脂:PA-757,台湾奇美实业股份有限公司;甲基丙烯酸 (MAA):天津市博迪化工有限公司;苯乙烯 (St):沈阳市新西试剂厂;聚磷酸铵 (APP):工业级,平均聚合度≥200,粒径10 μm,济南泰星精细化工有限公司;季戊四醇(PER):工业级,相对分子质量136.15,济南泰星精细化工有限公司;抗氧剂及其他助剂均为市售。
1.2 主要仪器及设备
数显鼓风干燥箱,GZX-9070;双辊开炼机,SK-160B;平板硫化机,QLB-50D/Q;万能制样机,NHY-W;悬臂梁冲击实验机,UJ-40;拉力实验机,LJ-500A型;氧指数测定仪,HC-2;熔融指数测试仪,XRZ400;红外光谱仪,Spectrum One-B。
1.3 ABS-g-(MAA-co-St)的制备
在干燥好的ABS树脂中加入配方量的St、MAA及其他助剂,混合均匀。将混合好的物料放入双螺杆开炼机中,按设定的温度和螺杆转速充分熔融混合一定时间后,取接枝产物,冷却。
1.4 ABS-g-(MAA-co-St)的纯化
首先将接枝物在沸腾水浴锅中用蒸馏水煮8 h,以除去未反应的单体及部分均聚的甲基丙烯酸,然后将煮沸后的接枝物放入布氏漏斗中用沸腾的蒸馏水反复冲洗4~6次,最后将产物在80 ℃下真空干燥至恒重,备用。
1.5 ABS-g-(MAA-co-St)接枝率的测定
用电子天平称取0.2 g纯化后的接枝物,将其溶于40 mL 1,2-二氯乙烷中,在加热套上加热搅拌回流1 h。待接枝物全部溶解后,冷却至室温。用移液管加入2 mL浓度为0.087 9 mol/L的氢氧化钾-乙醇溶液,再加入2~3滴酚酞指示剂,继续搅拌2 h。最后用浓度为0.101 6 mol/L的盐酸标准溶液滴定至无色,振荡1 h,若有颜色变化,则需继续滴定,直至溶液无色为止。记录所消耗的盐酸体积V2,用不加St和MAA但其他组分相同的经过相同处理的 ABS 树脂,按上述过程进行滴定,记录所消耗的盐酸体积V1,则MAA的接枝率可按下式计算:
接枝率=(V1-V2)×10-3×c×M×100%/2m
式中,V1为未接枝纯化后的ABS树脂作空白样时消耗的HCl体积,mL;V2为接枝纯化后的样品消耗的HCl体积,mL;c为盐酸溶液的浓度,mol/L;M为单体的摩尔质量,g/mol;m为纯化接枝物的质量,g。
1.6 ABS/IFR/ABS-g-(MAA-co-St)复合材料的制备
在干燥好的ABS树脂中按配方分别加入IFR及ABS-g-(MAA-co-St),在双辊开炼机上165~175 ℃熔融混炼后下片、裁切,然后在180 ℃下模压后冷压,经万能制样机制样,供性能测试。
1.7 性能测试
缺口冲击强度按GB/T 1843—1996进行悬臂梁冲击实验;拉伸性能按GB/T 16421—1996进行,拉伸速度为50 mm/min;熔体流动速率按GB/T 3682—2000标准,5 kg载荷下测试;氧指数按GB/T 2406—1993测试;垂直燃烧按GB/T 2408—1996测试;红外光谱的表征:取一定量的接枝物,配成1,2-二氯乙烷溶液,在载玻片上浇注成0.010~0.015 mm厚薄膜,进行红外测试。
2 结果与讨论
2.1 ABS-g-(MAA-co-St)的定性表征
从图1所给出的接枝ABS树脂纯化后和ABS-g-(MAA-co-St)接枝物纯化后的红外谱图可以明显看出,在ABS-g-(MAA-co-St)谱图上的1 732 cm-1处出现了羰基特征吸收峰,在669.12 cm-1处出现了单取代苯基的特征峰。由此可表明甲基丙烯酸和苯乙烯都已成功地接枝到了ABS树脂骨架上。
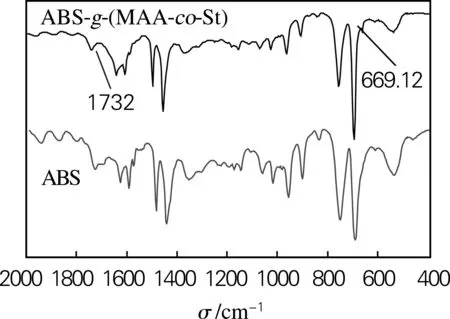
图1 纯ABS和ABS-g-(MAA-co-St)红外光谱图Fig.1 IR spectra of ABS and ABS-g-(MAA-co-St)
2.2 ABS-g-(MAA-co-St)的研究
2.2.1 St用量的影响
当MAA为6 mL,引发剂用量、螺杆转速、反应温度等条件保持不变时,St用量对ABS-g-(MAA-co-St)接枝率的影响见图2。可以看出,当St的用量为6 mL时,ABS-g-(MAA-co-St)的接枝率达到最高值,当St的用量大于6 mL时,接枝率开始下降。这一现象可解释为:在熔融接枝体系中加入少量St时形成了苯乙烯基大分子自由基,MAA单体就能很容易地与苯乙烯基大分子自由基进行共聚反应,从而使接枝率大幅度提高。而当St的用量大于6 mL时,可能由于一部分St与MAA以交替的形式接枝到ABS上,另一部分St单体由于位阻较小,直接接枝到了ABS的主链上,因而在自由基浓度一定的条件下,接枝到ABS主链上的MAA和St的共聚物减少,所以MAA的接枝率逐渐减小。
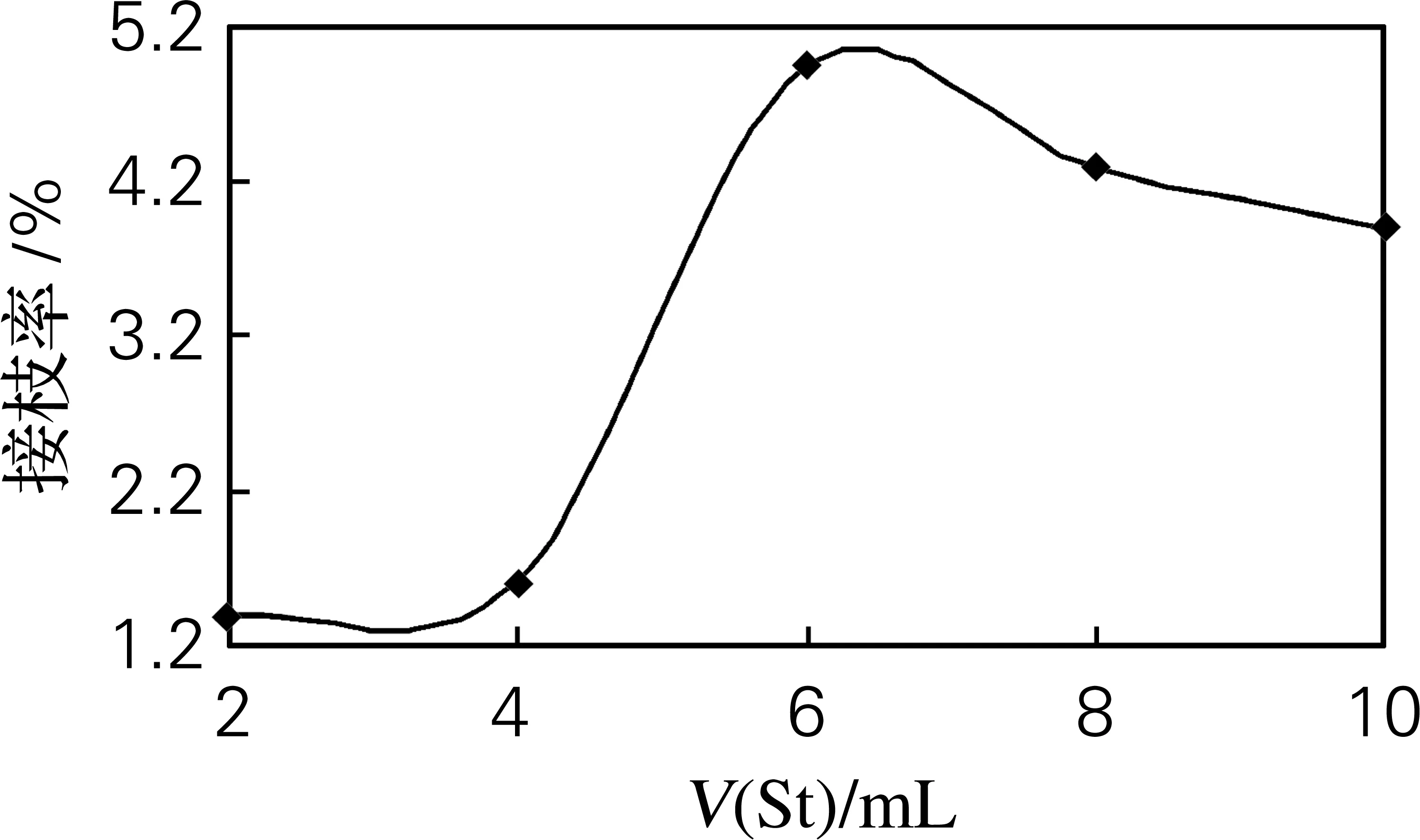
m(ABS)=100 g;m(DCP)=0.3 g;n=20 r/min;t=180 ℃
2.2.2 MAA用量的影响
图3是St为6 mL时,MAA用量对ABS-g-(MAA-co-St)接枝率的影响。由图3可以看出,当MAA用量为2~4 mL时,ABS-g-(MAA-co-St)接枝率迅速上升,这可能是由于在体系中添加的MAA逐渐增多,其与聚合物主链发生反应的机会也增多,故接枝率迅速增大。当MAA用量为4~8 mL时,ABS-g-(MAA-co-St)接枝率上升幅度较小,在MAA用量为8 mL时接枝率达到最大。这可能是因为此时体系中引发剂用量一定,其分解产生的自由基数量有限,虽然MAA用量增大,但此时参加反应的活性自由基数量并未增加,所以接枝率提高幅度趋于平缓;另外MAA用量增多,有可能会引起MAA产生均聚副反应,这两方面原因导致了MAA用量为8~10 mL时ABS-g-(MAA-co-St)接枝率下降。
2.3 不同接枝率的ABS-g-(MAA-co-St)对ABS/IFR/ABS-g-(MAA-co-St)各项性能的影响
实验选取了接枝率为4.96%、4.26%、3.13%、2.24%、1.53%的5种接枝物作为相容剂,分别命名为MAS-3、MAS-5、SMA-5、SMA-1、MAS-2,探讨了5种相容剂添加量均为4份时,对ABS/IFR/ABS-g-(MAA-co-St)各项性能的影响。
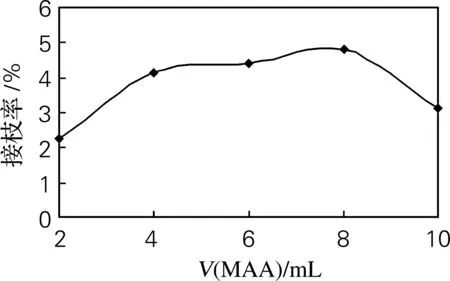
m(ABS)=100 g;m(DCP)=0.3 g;n=20 r/min;t=180 ℃
2.3.1 ABS-g-(MAA-co-St)对ABS/IFR/ABS-g-(MAA-co-St)力学性能和加工性能的影响
由表1可以看出,加入接枝率不同的相容剂对复合材料力学性能的影响也不同。相容剂的接枝率大,其载体树脂ABS中丁二烯的双键打开的多,引入的极性基团较多,使相容剂具有高的极性和反应性,能大大提高复合材料的相容性和填料的分散性,从而提高复合材料的冲击强度;相容剂的接枝率过低,则接枝单体有限,对复合材料两相界面之间的黏结力改善较小;当加入接枝率为3.13%的相容剂时,ABS/IFR/ABS-g-(MAA-co-St)复合材料的冲击强度达到3.1 kJ/m2,比未添加时提高了14.8%。另外,在加入不同接枝率的相容剂后,复合材料的拉伸强度均改变不大。综上所述,为了达到有效的增韧效果,应采用接枝率适中的相容剂添加至复合材料体系中。
综合比较,力学性能较优的为ABS/IFR/MAS-2复合材料。

表1 ABS-g-(MAA-co-St)对ABS/IFR/ABS-g-(MAA-co-St)力学性能和加工性能的影响Tab.1 Effect of ABS-g-(MAA-co-St) on the mechanical properties and processing property of ABS/IFR/ABS-g-(MAA-co-St)
从表1所示的熔融指数可以看出,相容剂的加入,使得复合材料的加工性能均有所下降。这可能是由于相容剂的加入,改善了ABS与IFR的相容性,增强了两相界面的黏结,所以共混体系的熔体黏度上升,致使加工困难。
2.3.2 ABS-g-(MAA-co-St)对ABS/IFR/ABS-g-(MAA-co-St)阻燃性能的影响
由表2可见,接枝率不同的相容剂的加入使ABS/IFR/ABS-g-(MAA-co-St)的氧指数变化不大,阻燃级别仍能达到FV-0级,说明复合材料的阻燃性能并未因相容剂的加入而受到破坏。
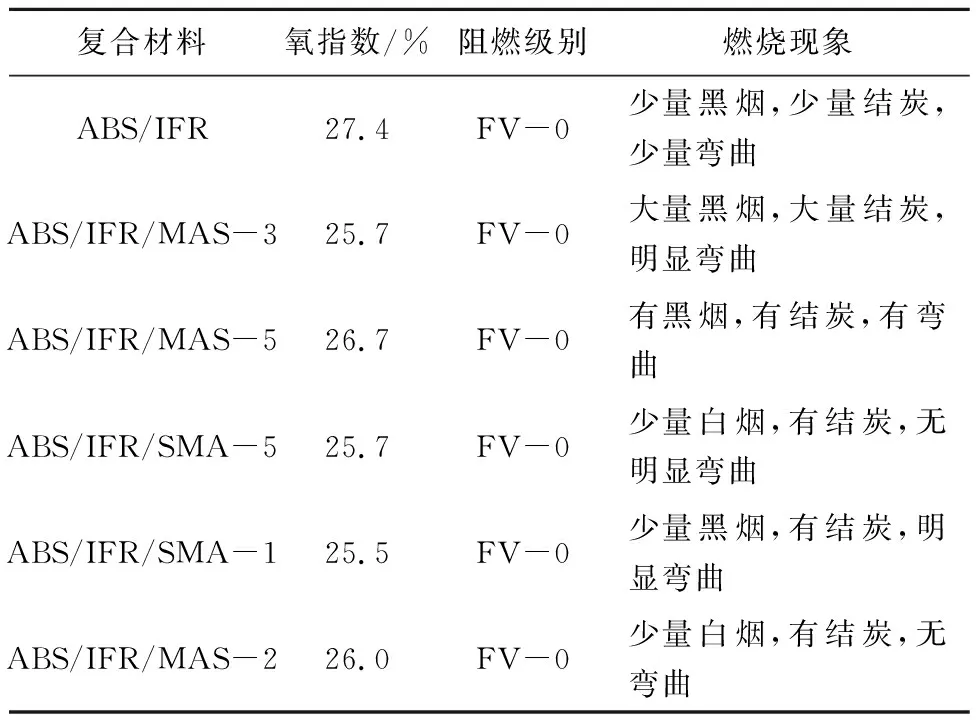
表2 ABS-g-(MAA-co-St)对ABS/IFR/ABS-g-(MAA-co-St)阻燃性能的影响Tab.2 Effect of ABS-g-(MAA-co-St) on the flame retardance of ABS/IFR/ABS-g-(MAA-co-St)
从表2和图4可以进一步发现,接枝率不同的相容剂对复合材料燃烧时的烟量、烟色、结炭和弯曲影响亦不同。其中,加入MAS-2相容剂时,复合材料燃烧时的发烟量较少,且颜色为白色,复合材料弯曲程度较小,并且表面大量结炭,形成了一层均匀的炭质泡沫层,当材料吸收大量的热时,炭层将会破裂使得一些热量得到释放,同时又有新的炭层产生,降低了热释放量,抑制了火焰持续燃烧。这可能是由于相容剂的加入起到了良好的协同作用,促进成炭。
2.4 MAS-2用量对ABS/IFR/ABS-g-(MAA-co-St)各项性能的影响
综上分析可知,MAS-2为相容剂时复合材料的综合性能较优。为此实验探讨了MAS-2的用量对ABS/IFR/ABS-g-(MAA-co-St)各项性能的影响。
2.4.1 MAS-2用量对ABS/IFR/ABS-g-(MAA-co-St)力学性能和加工性能的影响
保持ABS与IFR配比不变,考察了相容剂MAS-2用量对复合材料力学性能及加工性能的影响,实验结果见表3。
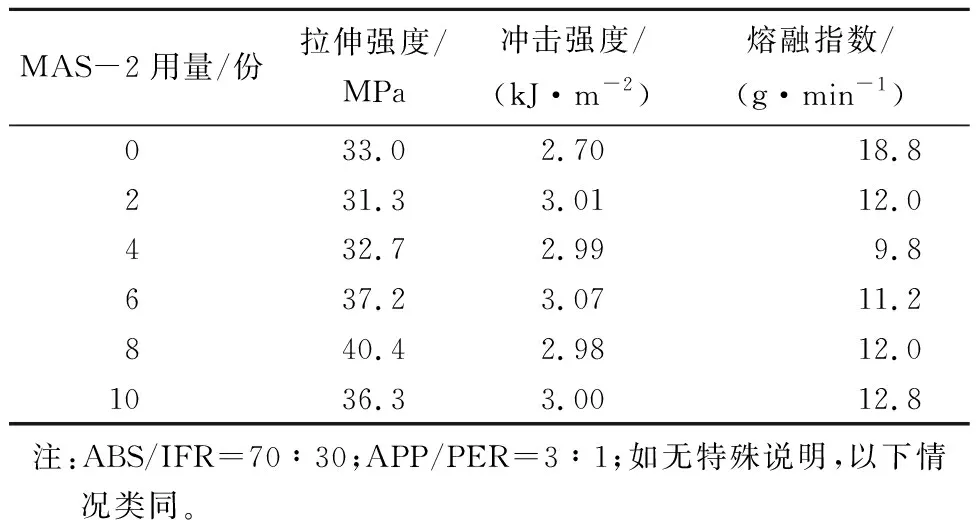
表3 MAS-2用量对ABS/IFR/ABS-g-(MAA-co-St)力学性能和加工性能的影响Tab.3 Effect of MAS-2 content on mechanical properties and processing property of ABS/IFR/ABS-g-(MAA-co-St)
由表3可见,在加入不同用量的MAS-2相容剂后,ABS/IFR/ABS-g-(MAA-co-St)复合材料的冲击强度均有不同程度的增加。这可能是由于相容剂的加入,使复合材料基体界面的相容性增加,两相之间的界面黏结状况得到了改善。与此同时,ABS/IFR/ABS-g-(MAA-co-St)复合材料的拉伸强度随着相容剂用量的增加,呈现先减小后增大的趋势。当相容剂MAS-2的添加量小于4 份时,复合材料的拉伸强度略有下降。MAS-2添加量增至6份时,复合材料的拉伸强度增大至37.2 MPa,冲击强度也由2.7 kJ/m2提高到了3.07 kJ/m2,分别比ABS/IFR提高了12.7%和13.7%。这些数据表明,相容剂添加量较少时,对复合材料的增容效果影响较小,且相容剂的加入,使得ABS树脂的质量分数下降,致使复合材料的拉伸强度与ABS/IFR相比略有下降;MAS-2添加量在4~10份时,复合材料拉伸强度的提高说明共混体系各相之间的相容性得到了提高,结合力有所加强,所以ABS/IFR/ABS-g-(MAA-co-St)能够承受更大的外力。
在ABS/IFR/ABS-g-(MAA-co-St)力学性能有所改善的同时,复合材料的熔融指数均比未添加MAS-2时有不同程度的减小。这仍然是由于MAS-2上的极性基团降低了共混物的相界面张力,增加了阻燃体系各相之间的黏接力,分子链出现缠结,运动困难[6],从而抑制了宏观相分离,导致熔融指数呈现下降趋势。
2.4.2 MAS-2用量对ABS/IFR/ABS-g-(MAA-co-St)燃烧性能的影响
由表4可以看出,相容剂MAS-2的加入使ABS/IFR/MAS-2的氧指数变化不大,在26%~28%浮动,且ABS/IFR/ABS-g-(MAA-co-St)的阻燃级别仍能达到FV-0级。
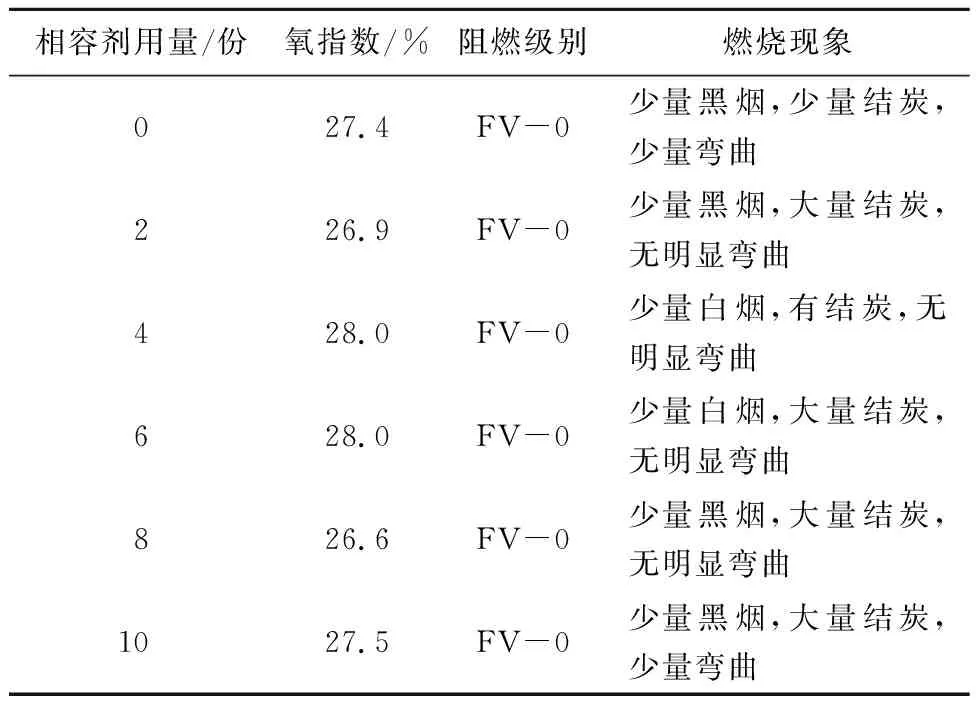
表4 MAS-2用量对ABS/IFR/ABS-g-(MAA-co-St)燃烧性能的影响Tab.4 Effect of MAS-2 content on the flame retardance of ABS/IFR/ABS-g-(MAA-co-St)

图5 不同MAS-2用量的ABS/IFR/ABS-g-(MAA-co-St)垂直燃烧样条Fig.5 Samples of ABS/IFR/ABS-g-(MAA-co-St) burned vertically containing different content of MAS-2
综合对比图5中ABS/IFR/MAS-2垂直燃烧现象,可以看出,添加少量相容剂时,复合材料的氧指数略有下降,但其成炭现象明显,发出少量黑烟,且形变较小,与未添加相容剂时相差无几。这可能是由于相容剂的少量加入并未对复合材料的阻燃性能起到显著的影响。当添加量增加时,复合材料的氧指数略有上升,且其发烟量较小,颜色为白色,复合材料形变较小。这些现象表明,此时复合材料中的阻燃剂能够发挥良好的阻燃作用。当添加量继续增加,复合材料的氧指数反而略有下降,发黑烟,结炭现象明显,形变较小。分析此现象:由于相容剂的大量添加,使得阻燃剂质量分数下降,影响了复合材料的阻燃性能。
总体来看,相容剂的适量添加可以保持复合材料的阻燃性能。
3 结 论
(1)以甲基丙烯酸(MAA)为接枝单体,苯乙烯(St)为接枝共单体,可成功地实现ABS-g-(MAA-co-St)的熔融接枝。
(2)当MAA、St的用量均为6 mL时,ABS-g-(MAA-co-St)的接枝率达到最高,为4.96%。
(3)ABS/IFR/MAS-2复合材料的力学性能最佳,当MAS-2的添加量为6份时,ABS/IFR/ABS-g-(MAA-co-St)的冲击强度和拉伸强度分别可达3.07 kJ/m2、37.2 MPa,且在力学性能提高的同时,ABS/IFR/ABS-g-(MAA-co-St)阻燃级别仍可达FV-0级。
[1] 黄立本,张立基, 赵旭涛. ABS树脂及其应用[M]. 北京:化学工业出版社, 2001.
[2] 赵义平,刘敏江,张环. ABS阻燃性能的研究[J]. 塑料科技, 2002(4):17-19.
[3] 王直刚. 改善ABS树脂阻燃性的方法[J]. 炼油与化工, 2004(3):13-15.
[4] 李楠,贾润礼,付松. 膨胀型阻燃剂在阻燃聚丙烯中的应用[J]. 塑料制造, 2006(5):67-70.
[5] 许岩焱,夏英,李沅,等. 甲基丙烯酸熔融接枝ABS树脂及其应用[J]. 大连轻工业学院学报, 2005, 24(4):243-247.
(XU Yan-yan, XIA Ying, LI Yuan. Melt grafting methacrylic acid on to ABS resin and its application [J]. Journal of Dalian Institute of Light Industry, 2005, 24(4):243-247.)
[6] 胡继文,孙有德. EVA/PP共混体流变性研究[J]. 功能高分子学报, 1994, 7(4):411-415.
猜你喜欢
合成树脂及塑料(2020年6期)2020-12-29
石油沥青(2019年4期)2019-09-02
石油沥青(2018年5期)2018-10-24
中国军转民(2017年7期)2017-12-19
中国塑料(2016年6期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2016年3期)2016-06-15
中国塑料(2016年11期)2016-04-16
大连工业大学学报(2015年4期)2015-12-11
中国塑料(2015年1期)2015-10-14
