
地质钻杆中频感应加热热处理工艺的应用分析
2010-09-16 01:00蔡纪雄沈中华
钻探工程 2010年7期
蔡纪雄,沈中华,彭 莉
(无锡钻探工具厂,江苏无锡 214174)
地质钻杆中频感应加热热处理工艺的应用分析
蔡纪雄,沈中华,彭 莉
(无锡钻探工具厂,江苏无锡 214174)
介绍了利用中频感应加热原理对地质钻杆进行整体热处理工艺,并通过对比数据分析了中频感应热处理技术比普通热处理技术所具有的优点。分析结果表明,相对于采用普通热处理,采用中频感应加热进行热处理的地质钻杆,金属显微组织晶粒细,综合机械性能好,钻杆性能更均匀,钻杆表面氧化很少,外观质量好,抗疲劳性能高,生产成本低。
地质钻杆;中频感应加热;整体热处理
0 引言
随着我国地质勘察工作量的增多、勘察深度的不断加深,对地质钻杆的性能要求越来越高。在材质、结构尺寸相同的情况下,要提高钻杆的综合机械性能,必须对钻杆整体进行热处理。
利用中频电流的电磁感应加热原理来进行钢管的淬火、回火以及正火,由于其环保、效率高、能作为连续热处理生产线等优点,在工业发达国家已经属于一种成熟的工艺技术,并且该工艺已经在石油专用管的制造领域得到了广泛的应用。美国LONG-STAR公司、无限制管公司、日本JFE公司、俄罗斯塔干罗格冶金厂、伏尔加钢厂等制管企业都拥有自己的中频感应钢管热处理生产线。
近年来由于国内中频感应技术的不断发展,先后有多家石油管生产厂家投资上线了不同种类的石油管件中频热处理生产线,例如湖南嘉裕管业股份有限公司、湖南衡阳钢管(集团)有限公司、无锡西姆莱斯石油专用管制造有限公司等。由于地质管材材料成分、管体的壁厚以及热处理后管体的直线度要求等与石油管还有一定的区别,因此中频感应生产线用于地勘行业薄壁类地质钻杆的热处理尚属空白,在设备的选型和生产线的安排、工艺实验等方面都需要技术论证。
自2007年初,经过我厂技术人员认真仔细的技术调研和大量的试验论证,在2008年底引进了国内首条地质钻杆专用调质生产线,年设计生产能力为2000 t。经过大量的工艺试生产,目前该生产线已投入正常生产,已正式完成S75、S95、NQ、HQ等规格的加厚和不加厚绳索取心钻杆600多吨的调质热处理工作。
本文主要以30C rMnSi地质绳索取心钻杆为例,阐述中频感应加热调质处理相对于普通调质处理的优点。
1 中频感应热处理生产线的结构及主要技术参数
该生产线主要由上料机构,输送机构,淬火加热感应器,淬火喷淋器,回火加热感应器,回火喷淋器,下料机构组成。全线采用PLC闭环控制,生产线有5个红外测温点,实时监控生产线重要节点的温度的波动。该生产线的主要技术参数见表1。
2 中频感应加热热处理的优点
2.1 金属显微组织晶粒细
钻杆淬火前快速加热至奥氏体温度,淬火时可形成极细的马氏体组织,常化时则可形成细晶粒铁素体-珠光体结构。由于感应加热回火时间短,小颗粒碳化物析出,并均匀地分布在细晶粒的马氏体基体中,形成细小的回火索氏体,晶粒度可以达到10级。图1为30C rMnSi地质绳索取心钻杆经中频感应调质后,在500倍金相显微镜下的晶粒情况。图2是30C rMnSi地质绳索取心钻杆经普通电炉调质后,在500倍金相显微镜下的晶粒情况。

表1 中频感应热处理线的主要技术参数
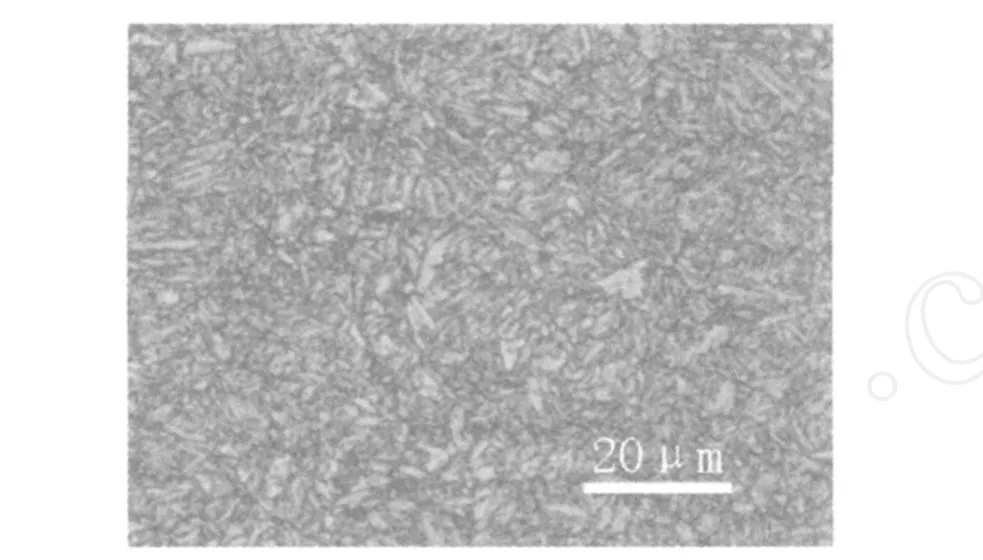
图1 中频感应调质后金相组织
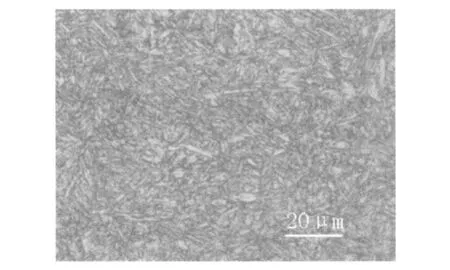
图2 普通电炉调质后金相组织
2.2 综合机械性能好
经中频感应加热热处理的钢管综合机械性能好,强度高,具有很高的韧性及延伸性。
表2是对30C rMnSi地质绳索取心钻杆经普通加热调质和中频感应加热调质,在同等硬度范围内(HRC 30.5~31.5)的机械性能对比。
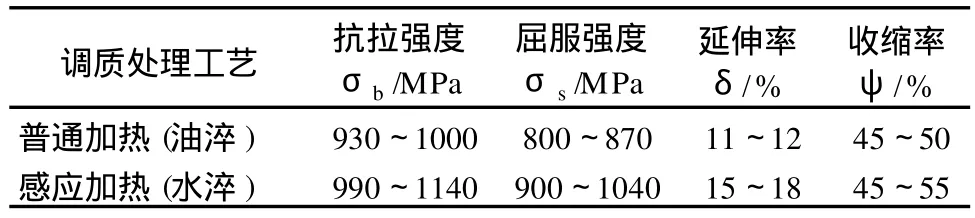
表2 30C rMnSi钻杆机械性能对比(室温)
2.3 钻杆性能更均匀
对普通加热调质和中频感应加热调质后的30C rMnSi地质绳索取心钻杆进行解剖,测定了沿长度方向横截面上的11个点的硬度值,见表3。
2.4 钻杆表面氧化很少,外观质量好
钻杆中频感应加热热处理过程中,加热时间很短,升温很快,因此钻杆表面只出现极少的氧化铁皮,基本上不脱碳,钻杆外观质量很好。图3和图4分别是钻杆在普通加热调质和中频感应加热调质处理后的表面情况。
2.5 钻杆抗疲劳性能高
经中频感应调质的30C rMnSi地质绳索取心钻杆,在做圆环剖割试验时,有明显的向心部压缩现象,而普通调质处理的钻杆,不会向心部压缩,甚至会向外膨胀,这就表明钻杆经中频感应调质后,会产生残余压应力。而残余压应力的出现可减少出现表面细微裂缝的概率,提高了钻杆的抗疲劳性能。
2.6 生产成本低
根据20世纪80年代初苏联塔干罗格冶金厂采用中频感应加热炉和普通加热炉对石油钻杆(“140 mm×9~11 mm)进行调质热处理后的生产成本分析显示,采用感应热处理的生产成本为22卢布/t,而普通加热炉生产成本26卢布/t。普通加热炉的生产成本大约高13.6%。

表3 30C rMnSi钻杆调制处理后断面硬度分布值

图3 普通加热调质后的钻杆表面情况

图4 中频感应调质后的钻杆表面情况
根据国内某石油套管生产厂家的“114 mm石油套管,小时产量9 t,采用中频感应淬火回火热处理炉和步进式淬火回火热处理炉进行热处理的生产成本作了估算,结果显示,感应加热调质处理的直接生产成本和步进炉的直接生产成本相当,如考虑设备折旧在内,中频感应加热热处理生产成本比燃天然气步进式炉的低。详细计算见表4。

表4 “114 mm套管进行调质处理生产成本比较
3 结论
(1)中频电感应加热方法对30C rMnSi地质绳索取心钻杆进行调质处理的工艺技术是完全可行的。
(2)中频感应加热调质处理的30C rMnSi绳索取心钻杆的综合机械性能要优于普通电炉加热钻杆。
(3)中频感应加热热处理后的钻杆质量好,设备投资小、生产成本低、劳动条件好、无污染,在电力资源比较丰富的地方应该推广采用中频感应加热热处理技术。
(4)存在的问题:在中频感应调质处理过程中, 30C rMnSi地质绳索取心钻杆的变形量大于使用要求,目前尚需矫直,这就要求进一步摸索如何使喷淋均匀并减少钢管弯曲变形。
[1] 王三云.钢管中频感应加热热处理的优点及最新技术[J].焊管,2001,(5).
[2] 黄大鑫.钢管热处理方法的新发展——感应加热热处理[J].钢管,1994,(6).
[3] 王振东,马秀忠.高强度钢管的感应加热调质处理[J].钢铁, 1985,(6).
Application Analysis onM edium-frequency Induction Heat ing Technology in GeologicalDrilling Pipe
CA I Ji-xiong, SHEN Zhong-hua,PENG Li(WuxiDrilling Tools Factory,Wuxi Jiangsu 214174,China)
The paper introduces the principle ofmedium-frequency induction heating in geological drilling pipe with whole heat treatment,and analyzed the advantages of medium-frequency induction heating technology.The analysis shows that comparing to ordinary heat trea tment technology,the drilling pipe treated by medium-frequency induction heating has fine metalmicrostructure of grain,goodmechanicalproperties,even drilling perfor mance,less surface oxidization,good appear-ance quality,high anti-fatigue performance and low production cost.
geological drilling pipe;mediate-frequency induction heating;whole heat trea tment
P634.4;TG156
:A
:1672-7428(2010)07-0034-03
2010-06-25;
2010-07-10
蔡纪雄(1980-),男(汉族),江苏无锡人,无锡钻探工具厂技术处副处长,材料科学与工程专业,从事钻探工具的研制开发工作,江苏省无锡市惠山开发区畅园路8号,ztgjc@126.com。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
散文诗世界(2022年1期)2022-01-13
能源工程(2021年1期)2021-04-13
宝钢技术(2020年2期)2020-05-15
孩子(2019年7期)2019-07-29
当代陕西(2019年10期)2019-06-03
浙江工业大学学报(2017年5期)2018-01-22
油气田环境保护(2015年4期)2015-12-28
科技与创新(2015年22期)2015-12-02
科技与创新(2015年15期)2015-08-04
