带式输送机U型类弯板冲孔模具的设计
2010-09-14 07:22:42付瑞芳
山西焦煤科技 2010年5期
付瑞芳
(山西焦煤集团公司西山机电总厂)
·试验研究·
带式输送机U型类弯板冲孔模具的设计
付瑞芳①
(山西焦煤集团公司西山机电总厂)
各种带式输送机U型类弯板外型相同,跨度不同,孔距不同,板厚在δ6左右。传统的冲压模具设计为:一孔一模具,所需模具数量多,而且两孔对中性差。带式输送机U型类弯板冲孔模具的设计应用,进行四孔同时冲制,通过灵活组合,可实现一模多用,调节方便,可进行多种孔距、不同厚度板料的冲制成型,是一种经济实用的冲制方法。
带式输送机;U型类弯板;四孔同时冲制;孔距
带式输送机是山西焦煤集团公司西山机电总厂生产的主导产品。带式输送机纵梁的连接部件为U型类弯板(见图1)。各型输送机U型类弯板跨度不同、孔距不同。传统的模具为一模一,这种设计方法所需模具数量多,制造成本高,生产时模具更换频繁。
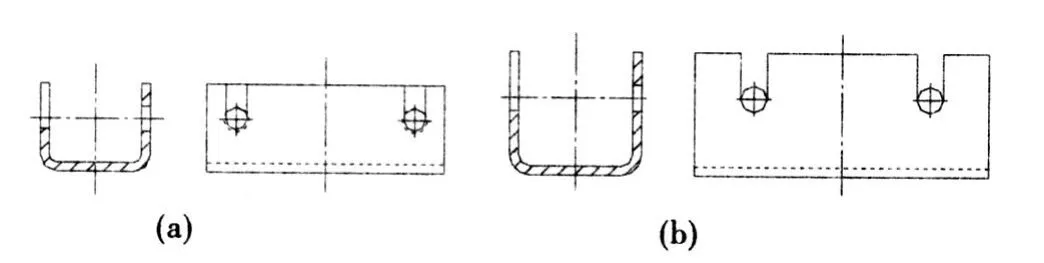
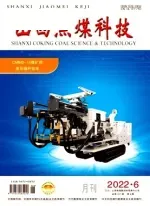
图1 带式输送机U型弯板件示意图
1 设计目的及工艺分析
U型类弯板主要用于连接带式输送机 H架纵梁的部件。一般U型板在弯制成型后要求U型跨度为60~80 mm、深度为40~60 mm。两侧有两个不同形状的孔,一种是圆孔,一种是扁孔,而且孔径、孔距不同。这两种孔主要是用来固定纵梁销子以连接纵梁。两侧孔位置要求精度高,对中性好。以往U型弯板成型工艺为:落料—冲圆孔—冲扁孔—压制成型。整个工艺完成后,由于两侧孔的不同时冲制造成孔位置相对偏移量加大,压弯成型后在穿插销子时两组孔错移量较大,使纵梁整体扭曲。达不到 H架技术要求,必须经过整形后才可以出厂。基于上述原因,根据产品形状要求和设计理念,进行了带式输送机U型板冲孔模具的设计。改变U后型板工艺路线为:落料—四孔同时冲制-扁孔定位压制成型。
2 模具设计
在进行U型板生产工艺分析的基础上,设计出一套带式输送机U型板冲孔模具。根据山西焦煤集团公司西山机电总厂的设备状况,此套模具安装在JB31-250闭式单点压力机上。模具结构示意图见图2。
图2 模具结构示意图
主要结构为:上底板、四孔冲头座、四孔漏盘座、漏盘底座、脱料装置、冲头、漏盘、定位装置。
该套模具的冲头、漏盘与冲头座、漏盘座依靠顶丝定位连接。由于扁孔漏盘的定位采用圆漏盘时可能发生错位,采取在圆漏盘底部加工成与扁孔位置相一致的形状,同时漏盘座底部形状与扁漏盘相配套,解决了扁孔的定位问题,保证了产品中心距的要求。冲制时板料定位由边定位,采用在模具边缘的可调定位装置定位。冲制不同技术要求的U型弯板时,可以更换适合其要求的冲头座、冲头、漏盘、漏盘座。可以根据不同产品要求更换不同的脱料装置。整套模具全部采用螺钉紧固,装置拆卸、安装方便可靠,省时省力。该套模具的底座同时也是该类型弯板的落料模具底座。达到了一台底座多种模具应用的成效。
3 模具调节和使用
模具在使用前,应先根据所冲弯板的尺寸进行调节。调节主要分为两部分:一是压力机的闭合高度的调节,若闭合高度不合适会造成模具损坏,严重的将造成压力机顶车,设备损坏。二是上下模具间隙的调整。
调节步骤:首先调整上下模具的间隙,固定上模后调整下模位置,使其间隙达到最佳效果。再将压力机闭合高度调至最大,逐步降低闭合高度模具所需的冲制高度。
4 模具特点
1)四孔同时冲制,尺寸精度提高,工艺性好。解决了原工艺孔距偏差大的难题。
2)采取扁孔漏盘底座与扁孔漏盘配套形状,彻底解决了扁孔定位问题。
3)通用性强,调节方便,一模多用。
4)结构简单、加工方便,制造成本低。
5)组合灵活,能满足多种跨度不同的U型弯板的冲制需要。
5 模具应用
该模具已成功应用在DSP1080皮带机、SJ-80皮带机U型弯板的冲制作业中。四孔同时进行冲制不仅纠正了由于两侧孔冲制不同时造成的中心定位偏差,压制时难以定位的困难。而且在压制时由压弯模具顶面采取以销定胚料扁孔位置,解决了成型弯板出模后的变形等问题,它所承制的任务完全达到产品技术要求,从而保证了产品质量的要求,且产品一致性好。
6 经济性分析
1)减少了模具的品种和数量,节约模具制造费用,降低了产品的制造成本。
2)缩短了模具的生产周期和更换模具的时间,减轻了工人的劳动强度,提高了生产效率。
Design on U-type Bending Plate Punching Moulds of Belt Conveyer
Fu Rui-fang
The exterior of various U-type bending plate of belt conveyer is the same,the span is different,the pitch-row is different,thickness of slab is aboutδ6.The traditional stamping moulds design as follows:a hole a,needs the quantity of mould is many,also centering adjustment of two holes is bad.The design and application of U-type bending plate punching moulds of belt conveyer,carries on four holes punching at the same time,through the flexible combination a mould,may realize multipurpose,the adjustment is convenient,may carry on stamping into shape for many kinds of pitche-row,the different thickness plate,it is an economical and practical punching method.
Belt conveyer;U-type bending plate;Four holes punching at the same time;Pitch-row
TD528.1
B
1672-0652(2010)05-0042-02
2010-03-16
付瑞芳 女 1974年出生 1999年毕业于山西煤炭职工联合大学 助理工程师 太原 030053
猜你喜欢
兵工学报(2023年7期)2023-08-08 14:07:28
建材发展导向(2022年18期)2022-09-22 07:13:10
河南科技(2021年27期)2021-11-28 10:57:06
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
含能材料(2020年6期)2020-06-15 10:13:44
科技与创新(2016年21期)2017-02-14 10:51:51
山东工业技术(2016年15期)2016-12-01 05:30:44
微创泌尿外科杂志(2015年4期)2015-12-23 11:18:20
金属加工(冷加工)(2015年3期)2015-05-09 01:40:00
华人时刊(2014年3期)2014-07-25 15:26:28