一种单元式柔性生产方式的设计方法
2010-09-11 09:12尚志武赵道致王太勇
制造技术与机床 2010年3期
尚志武 赵道致 王太勇
(①天津大学管理工程学院,天津 300072;②天津大学机械工程学院,天津 300072)
一种单元式柔性生产方式的设计方法
尚志武①②赵道致①王太勇②
(①天津大学管理工程学院,天津 300072;②天津大学机械工程学院,天津 300072)
基于单元式柔性生产方式的理论理念,结合企业从事单元式柔性生产方式研究开发的实际工作经验,以及企业制造革新流程及高新技术企业产品生产的实际情况,理论结合实际,通过对单元式柔性生产理论和方法的分析,提出了一种单元式生产方式的详细设计方法和解决方案,给出了各阶段详细的设计方案和步骤。该方法已在某世界500强企业单元式生产方式改造项目中成功应用,对于企业建立单元式生产方式和生产线的改造有着十分重要的意义。
单元式 生产方式 设计 方法
如何最大程度地减少整机库存、缩短交货周期和如何实现制造企业人员最大效率化运营,直接影响到企业的制造竞争力,现今已成为各企业提高企业竞争力需要改善的课题。如何和企业的利润相结合,从制造革新角度进行研究并提出解决方案有着重要的意义[1]。
随着科技的飞速发展、市场的高速变化和产品的需求多样化,市场对产品的需求已经从少品种、大批量的产品刚性需求向多品种、功能多样化、小批量的柔性需求转化。基于此,企业对应实行单元式柔性生产方式成为必然的趋势。如何基于柔性生产方式理论,结合市场的需求和企业的实际情况,建立一种多品种、小批量、变种、变量、高效实用的生产方式,以实现企业的制造效率最大化、利益最大化,是企业提高制造竞争力的重要课题。
本文基于单元式柔性生产方式的理论理念,结合企业从事单元式柔性生产运营方式研究开发和实施的经验,理论结合实际,结合企业制造革新流程及高新技术企业产品生产的实际情况,提出了一种单元式柔性生产方式的详细设计和运营的方法和解决方案。
1 单元式柔性生产方式的分类
1.1 单元式生产方式的定义和特点
现代生产方式已经从20世纪70、80年代的少品种大批量的福特生产方式、90年代的多品种少数量的丰田Jit方式逐步过渡到21世纪的变种变量单元式生产方式[2]。
单元式生产方式是一种基于多品种小批量变种变量的生产方式,通过现场运营系统、多能工化系统、部品半成品供应系统、运输系统和现场生产知识系统的集成运营,使用单元式生产线生产产品的生产方式。
单元式柔性生产方式是把生产工程按1人或几人分成小组,使用小规模设备按小批次进行加工、组装、检查、完成出荷产品的生产方式。
单元式生产方式可以实现变种变量的柔性生产,能更有效地满足产品的多品种小批量的柔性需求,减少半成品库存,缩短制造周期,减少设备投资,更好地提高操作人员的责任感和竞争意识。
1.2 单元式生产方式的种类[3]
单元式生产方式可以分为1人完成型、多人循环型和成组单元型。
1人完成型是指一个人组成一个单元式腺体,分为固定性和循环型。1人完成型生产方式的优点是可以体现100%的LOB(Line of Balance,均衡生产),生产效率提高的空间大,人员的移动损失少。缺点是操作人员达到熟练程度需要的时间长,设备投资费用高。
多人循环型是指多个人组成一个单元线体,分为U型多人循环型和台车循环式2人完成型两种。U型多人循环型的优点是有利于大型设备的共同使用,有利于生产量的变化。缺点是熟练度最低的操作人员决定生产效率,产生人员的移动损失。台车循环式2人完成型的优点是可以体现100%的LOB,适用于大型产品的生产方式。缺点是产生移动台车等多余动作。
成组单元型由多个人组成多个单元,生产线有多个单元组成,分为U型多个分割型和成组多人单元型两种。U型多个分割型有利于对应生产量的变化。缺点是会发生一定的不均衡损失,需要平衡工作人员之间的生产效率。成组多人单元型的优点是可以体现100%的LOB,适用于大型产品。缺点是不同单元之间的生产效率需要平衡,维持增量的柔性生产和减量的生产效率困难。
2 单元式生产方式的设计方法
2.1 单元式生产方式设计原则
(1)生产计划设计平均化 生产计划应该按照规定的完成日程将数量和品种平均化,均等地安排生产负荷,以实现生产投入的经营资源(人、材料、空间)最小化。
(2)生产指示看板化 下一工序生产按照前一工序所需要的量按交接看板的方式定量生产,前一工序所需要的最小在工交接物量利用在工看板进行补充,按照这种方式向上传递生产情报进行生产。
(3)根据生产变化量进行生产线体运营 根据生产量的多少选择单元式生产方式的种类和安排操作人员。
(4)生产辅助工具设备优化设计 将无附加价值的操作彻底消除,追求高品质、高生产效率,给操作人员开发最容易操作的辅助工具和设备。工具设计追求低价格、占用空间小和适用范围大的原则。
(5)单元式生产线设计的4个原则 操作台最大高度1.6 m以内,能看到作业者的头部;单元内移动距离1步以内,以达到移动损失最小和提高生产效率;部品摆放达到动作损失最小,摆放在120°以内的作业区域,可以摆放在侧面和后面,但移动距离一定在1步以内;1人完结型单元虽然效率最高,但考虑投资费用和生产线的环境,检查和包装工程需要设计另外的单元。
2.2 单元式生产方式设计方法
单元式生产方式的设计分为以下10个阶段:
(1)目标产品和目标生产线的选择
确定目标产品后,根据日产量进行目标生产线的改造。选择日产量100~500台和500~1 000台的生产线进行单元生产线的改造。日产量1 000台以上的生产线需要蓄积技术后再进行改造,因为如果失败的话影响大。日产量100台的生产线改造效果小。
(2)单元生产线工程设计
首先选择单元生产方式的种类(1人完成型、多人循环型和成组单元型),确定物流的流动方式(混流方式或连续生产),选择产品的生产方式(按1个产品作业、小批次按1个作业、小批次集成作业);然后进行成组技术的多品种分析。为提高生产效率将关联工艺工程合并,优化生产产品的品种转化次数,决定单元的数量、单个单元生产产品的种类。最后进行工程路径和动作分析,设计组装工程表、加工路径分析文件和记录物流流向的动作图(工程间的流动、单元间的关系、操作人员的动作等)。
(3)原生产线问题点分析
准确地掌握分析原生产线的问题点。
操作等待是指因工程之间操作不平衡发生差异而产生的操作时间浪费。原因一般是工程中经常发生作业速度比预定速度慢的现象,90%以上是因为关联人员对生产线生产效率的判断错误。
工程等待一般发生在生产数量多的大批次生产上,表现在无目的地在空地放置产品和部品。解决方案是彻底实行5S(整理SEIRI、整顿SEITON、清扫SEISO、清洁SETKETSU、素养SHITSUKE),明确放置产品的场所,缩小和压缩操作台和生产线的空间,明确物流的路径和规格,管理者现场巡回指导。
半成品库存产生原因需要明确分析发生的场所、数量和时间,一般是因为生产线规格差异及工程能力的不均衡、超过需求的批次生产和批次等待、不良产品造成的生产线停产等。
交接作业多需要明确其标准是否存在、是否作业之间有差距、是否遵守交接顺序等。
操作协作问题一般体现为操作人员缺乏沟通,生产效率低下。其原因是组织复杂或作业分工过细。
手动作业率高的生产线生产少量多品种的产品时,应该使用单元式生产方式。
生产线问题点见附表。
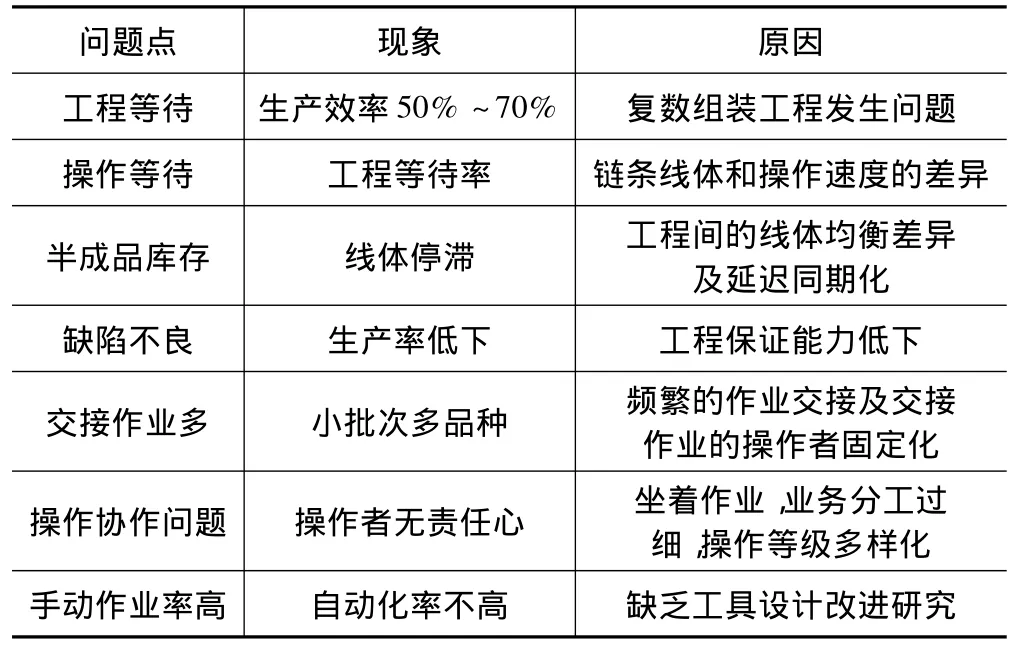
表1 生产线问题点
(4)单元生产线的布局设计
单元生产线设计的布局原则是单个单元可以完成产品生产,通过多个单元实现生产量的增加。设计的决定要素是单元的大小、人员数、产品物流流动方式和单元作业种类。
(5)单元生产线均衡化设计
均衡化设计是指调整单元与单元之间、操作人员与操作人员之间的平衡,修改单元之间的差异,调整周期和时间。
(6)物流布局设计
单元生产方式物流布局设计对象是部品供应方法、供应周期和成品运输等。
物流供应系统采用Jit供应原则,使需要的物品在需求时间内按需求量供应。采用多频少量供应原则,一般保证1 h需要的物品随时可以提供,实现不定时的定量供应。尽量使工序间半成品库存接近于零。另外,应配备专人进行单元生产进度均衡化的分析。
(7)培训方法和计划设计
根据确定操作人员必须的技能,树立培训目标和日程。做多技能化培训流程,操作标准和操作顺序必须重点教育,实施过程中尽量使用图表。保证操作人员的同步化,必要的时候全部使用新员工。
(8)采用单元式生产方式进行生产
在准备事项完成之后,首先开始练习型单元生产。在初期1周的生产时间以改造前的生产效率为目标,逐步提高最终达到改造前生产效率的130%~150%。
生产初期不良品率会很高,因为作业者不熟练所发生的不良品需要专门安排检查人员。如经过改进仍不减少、持续发生,需要细致地分析改善作业方法。
在单元式生产初期,所有部分不稳定。在满足单元式生产方式基本要求的基础上,100%接受作业者的合理要求,当日发生的问题当日解决。
(9)单元式生产线稳定运营推进
每天对每小时的生产计划数量、实际生产数量、差异原因进行统计分析,制定改善对策。做活动看板,将在库管理、工程不良品率和生产节拍作为生产管理指标。制定每个月的改善实施计划。
(10)效果检验
单元式生产方式的效果检验分为生产线的效果检验和工厂整体的效果检验。生产线的效果检验主要反映在线体生产量为100台时生产效率是否有大幅提高,呈上升趋势。工程整体的效果检验由下列指标进行评价:人均生产数、工程品质、生产节拍、产品库存量、面积生产效率、人员增减数、投资非增减效果、作业者时期上升度。
3 结语
本文结合企业从事单元式柔性生产运营方式研究开发和实施的经验,理论结合实际,结合企业制造革新流程及高新技术企业产品生产的实际情况,提出了一种单元式柔性生产方式的详细设计和运营的方法和解决方案,给出了各阶段解决具体问题的方法和工具。并对在企业内部改造设计单元式生产方式的具体流程和内容作了深入研究,对企业的单元式柔性生产方式的导入和改造有着重要的指导意义和很强的可行性。这种单元式生产方式设计和运营方法已在某世界500强企业单元式生产方式改造项目中应用,大幅提高了企业的生产率,获得良好效果。
1 汪新洛.工业工程手册[M].沈阳:东北大学出版社,1998.
2 刘飞.先进制造系统[M].北京:中国科学技术出版社,2003.
3 俞晓军.日本的生产方式转型分析[J].中国工业经济,2002(7)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
A Kind of Design Method of Cell Flexible Production Mode
SHANG Zhiwu①②,ZHAO Daozhi①,WANG Taiyong②
(①College of Mechanical Engineering,Tianjin University,Tianjin 300072,CHN;②College of Management Engineering,Tianjin University,Tianjin 300072,CHN)
A kind of detailed method of design and modification of cell flexible production mode is put forward based on the analysis of theories and methods of cell flexible production mode,and actual situation of revolution flow process and production of high and new technology.Detailed design programs and steps are introduced to every phase of design of cell flexible production mode.And methods and tools how to solve problems of all the phases are put forward.The system is important to establishment or modification of cell flexible production mode in manufacturing enterprise.The method has been used on one famous electronic enterprise.
Cell;Mode of Production;Design;Method
TH12
尚志武,男,1977年出生,工学博士,机械工程博士后,管理科学与工程博士后在站,主要研究方向为研发管理,先进制造方面的研究。
p
2009-10-24)
10339
猜你喜欢
机械工业标准化与质量(2022年9期)2022-09-30
石油沥青(2021年5期)2021-12-02
今日农业(2021年13期)2021-11-26
建材发展导向(2021年13期)2021-07-28
文化创新比较研究(2020年7期)2021-01-13
中华建设(2019年12期)2019-12-31
建材发展导向(2019年10期)2019-08-24
建材发展导向(2019年14期)2019-08-06
汽车实用技术(2015年8期)2015-12-26
有色金属设计(2015年2期)2015-02-28