
PLC自动冲压机控制系统
2010-09-04 08:59:22河南科技大学机电工程学院李永攀毛玺
河南科技 2010年5期
河南科技大学机电工程学院 李永攀 毛玺
PLC自动冲压机控制系统
河南科技大学机电工程学院 李永攀 毛玺
基于PLC技术设计的冲压机控制,体现了当今时代电机控制的特色,即控制简单、灵活、性能稳定、环境适应能力强。可编程控制器(PLC)巧妙地将传统的继电器控制技术与计算机技术融为一体,具有结构简单、性能优越、可靠性高、灵活通用、易于编程和使用方便的优点。
一、PLC的组成和基本工作原理
1.PLC组成。PLC采用典型的计算机结构,由中央处理单元、存储器、输入输出接口电路和其他一些电路组成。其逻辑结构示意图如图1所示。
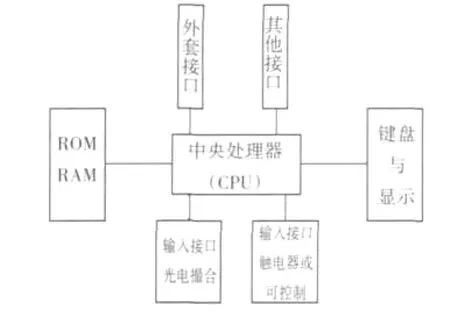
图1 逻辑结构
2.基本工作原理。可编程控制器(PLC)采用周期性的循环扫描工作方式。其工作过程可分为3段:输入采样、程序执行和输出刷新。
二、自动冲压机PLC控制系统
1.自动冲压机PLC控制系统的原理如图2所示。
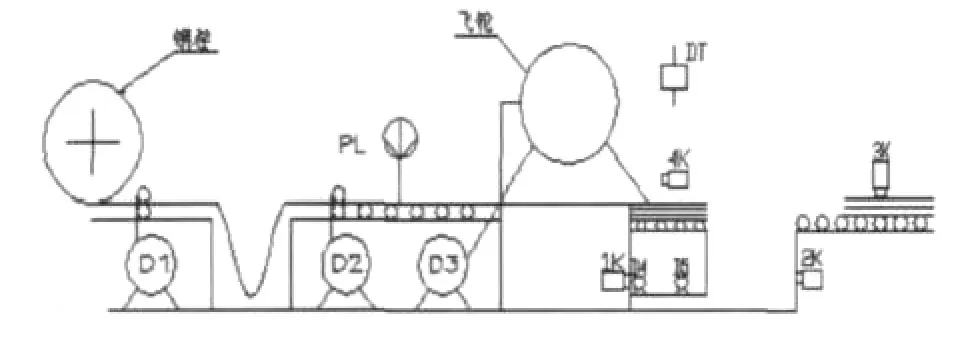
图2 自动冲压机控制原理
其中,D1为开卷电动机,3相380V,1.2KW;D2为喂料电动机,3相380V,1.2KW,双速电机;D3为飞轮电动机,3相380V,30KW;D4为运料电动机,3相380V,1.1KW;D5为小车上轨道电动机,3相380V,1.1KW;PL为光电脉冲发生器,1mm/puise;1K为运料小车左极限限位开关;2K为运料小车右极限限位开关;3K为钢板通过开关;4K为冲头落下检测开关,采用光电接近开关;DT为电磁离合器,单相220V,200VA。
整个系统动作过程简述如下。在自动工作方式下,按下自动启动按钮,飞轮电动机D3通电运转,延时30秒后,自动循环开始。首先判断运料小车是否在原位,若在则行程开关1K压合,开卷电动机D1和喂料电动机D2通电运转,把钢板送入冲压处。此时通过光电脉冲发生器PL测量钢板长度,钢板每通过1mm就产生一个脉冲。当测量总长达到1500mm时,开卷电动机D1和喂料电动机D2断电停转,同时电磁离合器DT得电吸合,冲头落下进行冲压板。当冲头落下时,光电接近开关4K压合,输出一个脉冲,并使计数器加1。同时电磁离合器DT失电,冲头抬起回原位,开卷电动机D1和喂料电动机D2再次通电运转,把钢板送入冲压处再次进行冲压。当冲压的钢板数达到预定张数50张(最大极限99张)时,开卷电动机D1和喂料电动机D2停转,剪刀回原位,运料小车电动机D4运转使小车右行行至右端时压合右极限限位开关2K,运料小车电动机D4停止运转,同时小车上轨道电动机D5通电运转,把车上的钢板向右传输到下一道工序的平台上。当钢板通过平台时压合钢板通过开关3K,小车上轨道电动机D5断电停转,同时运料小车电动机D4得电停转,小车左行回原位。小车回到原位时压合左极限限位开关1K,小车电动机D4断电停转,小车停止。这时开卷电动机D1和喂料电动机D2再次通电运转,进行下一次冲压。
2.自动冲压机PLC控制系统硬件电路设计。该电路是主控电机的运行过程,从图3中可以看出各个电机的控制方式及继电器的用途。其中,D1和D5采用直接控制方式。D2是双速电机,用继电器改变电机绕组的接线方式可以达到调速的目的。D3采用星三角降压启动,减小了启动电流对电网的影响,待启动后期按预先设定的时间换成三角形接法,使电机额定电压下正常运转。如图3所示。
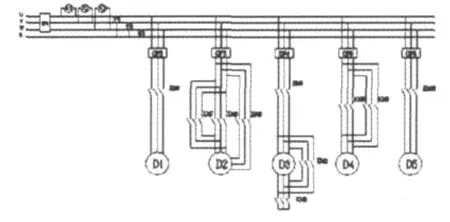
图3 电器控制主电路
计数器选择十进制减法计数器74LS191,它除了能做十进制减法外,还有一些附加功能。LD非端为预置数控制端,当其输入为1时不起作用,计数器照常计数。当其输入为0时电路处于预置数状态,D3—D0的数据立刻被置入计数器中,不受时钟信号CP的控制。电路采用74LS191作为计数器,74LS47作为显示译码器,BS201A作为数码显示管,张数计数的原理与长度计数的原理类似,通过限位开关控制脉冲输入和置数端,显示电路将进行预置数的减法计数。
猜你喜欢
橡塑技术与装备(2023年2期)2023-02-10 02:36:20
中国特种设备安全(2022年6期)2022-09-20 02:53:48
煤炭与化工(2022年3期)2022-04-08 05:53:10
煤气与热力(2022年2期)2022-03-09 06:29:30
湖南工程学院学报(自然科学版)(2020年3期)2020-10-24 07:10:48
哈尔滨轴承(2020年4期)2020-03-17 08:13:40
山东工业技术(2019年4期)2019-10-14 22:29:56
猪业科学(2018年4期)2018-05-19 02:04:36
科教导刊·电子版(2017年34期)2018-01-31 11:54:33
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:20
