
电火花小孔高速加工机床国家标准解读
2010-09-04 10:32付初森
质量与标准化 2010年12期
文/付初森
电火花小孔高速加工机床通常用于解决各行业深小孔加工难题。随着电火花小孔高速加工机床的发展和申报国际标准的需要,特种加工机床标准化技术委员会于2006年提出了对JB/T 10330.2-2004《高速电火花小孔加工机第2部分:参数》和JB/T 10330.3-2004《高速电火花小孔加工机第3部分精度检验》的修订。经过编写小组对相关产品、标准实施以来的情况以及深入细致地研究分析和试验验证,为新标准的编写提供了科学的依据。目前,我们已完成了对JB/T10330.2-2004和JB/T 10330.3-2004的修订,并将它们分别更新为GB/T 23480.1-2009《电火花小孔高速加工机床第1部分:术语和精度检验》和GB/T 23480.2-2009《电火花小孔高速加工机床第2部分:参数》2项国家标准,已于2009年10月起实施。
一、制定的原则
GB/T 23480.1-2009贯彻了GB/T 17421.1-1998《机床检验通则第1部分在无负荷或精加工条件下机床的几何精度》(eqvISO230-1:1996)和GB/T 17421.2-2000《机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定》两项国家标准。标准的制定力求内容的科学性和实用性。
二、GB/T 23480.1-2009的主要内容
1.术语和坐标轴的命名
该标准的名称、床身等9条术语中已删除了原2004版标准中的工作液槽、旋转轴(C轴)术语,滑板(Y轴)名称修改为滑座(Y轴)。
2.分辨率的更改
根据可操作性和现有仪器的水平,将“指示器应有0.001 mm或更高的分辨率”更改为“指示器应有0.002 mm或更高的分辨率”。
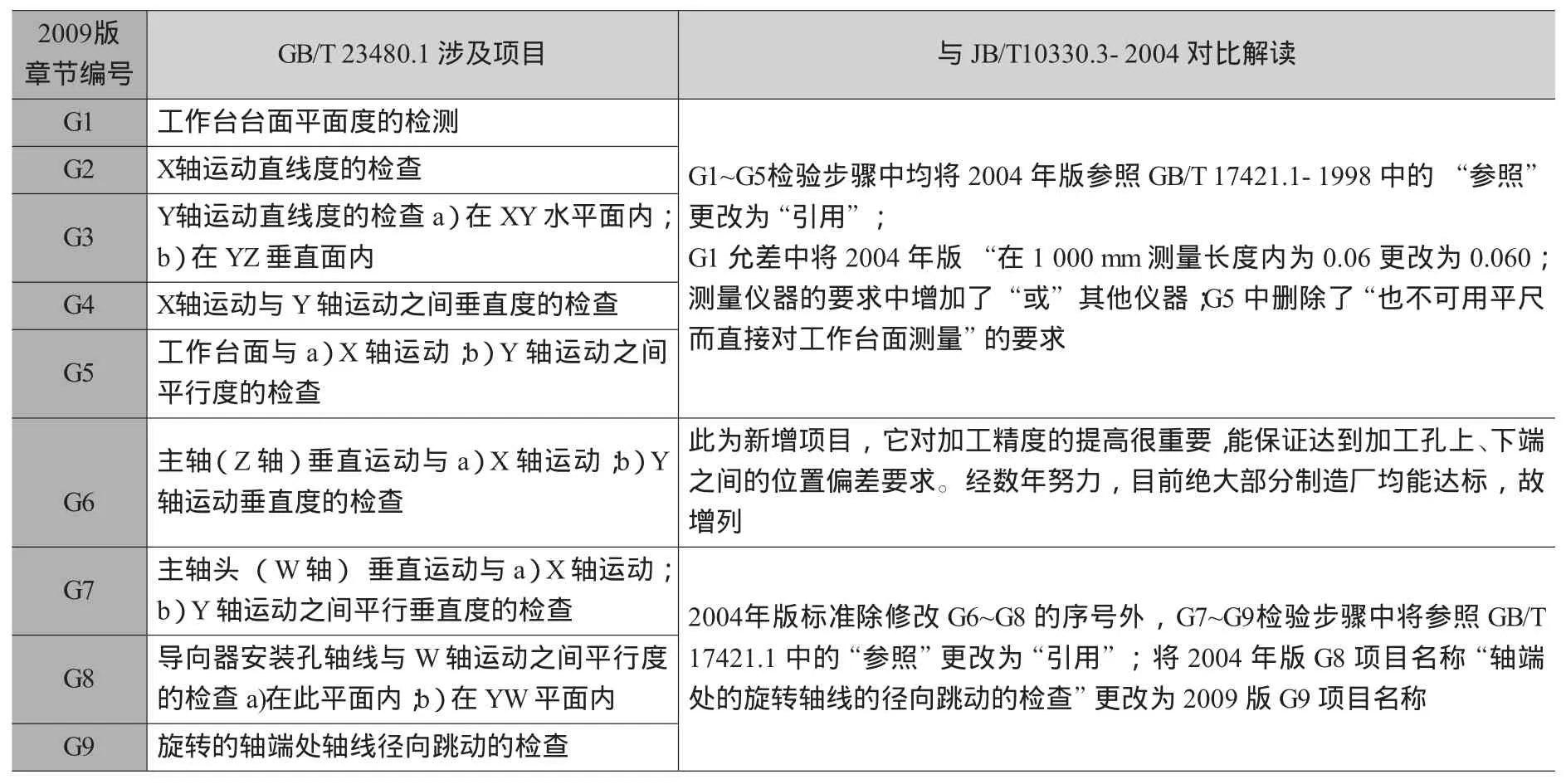
表1 2009年版与2004年标准几何精度检验的比对
3.几何精度检验
通常标准中检验结果的有效性很大程度取决于检验方法的科学性和可操作性,故在2009年制定全部检验项目均给出了较详细的检验方法,并要求检验步骤引用GB/T 17421.1-1998标准。2009年版与2004年版标准几何精度检验的比对详见表1。
4.定位精度检验
2009年版的2项检验项目虽同于2004版,但P1~P2仅限于数控电火花小孔高速加工机床,实施这些检验时应引用GB/T 17421.2-2000标准,特别是在环境条件、机床预热、测量方法及结果计算和数据处理方面,具体比对见表2。
5.加工检验
2009年版的2项检验项目明确了加工条件、测量仪器、加工检验方法、允差要求等,综合反映了工作精度。
GB/T 23480.1-2009标准中的M1和M2条款涉及项目:加工孔a)上下端之间的位置偏差;b)上下端直径偏差的检查;精加工孔的间距精度的检查(仅适用于数控机床)。它们比2004年版中增加了以下几个要求:

表2 2009年版和2004年版定位精度检验P1和P2项的比对
①M1项目中
a)硬度不小于55 HRC;
b)M1简图中增加了“基准面为A面的垂直度0.02mm要求”;
c)按GB/T 131-2006《产品几何技术规范技术产品文件中表面结构的表示法》对原表面粗糙度符号进行了更改;
d)M1和M2中的允差增加了一位有效数。
②M2项目中
检验步骤中比2004年版增加了“使工件基准A面平行于XY平面”的要求。

表3 电火花小孔高速加工机床的参数
三、GB/T 23480.2-2009的主要修订内容
1.术语和定义
GB/T 23480.2-2009《电火花小孔高速加工机床第2部分:参数》增加了规范性引用文件GB/T 14896.1《特种加工机床术语第1部分:基本术语》1条目;对于术语和定义,除了要求采用GB/T 14896.1~14896.2确立的术语和定义外,还增加了导向器至台面距离(H)的术语。
2.参数
①机床的型式中列出了电火花小孔高速加工机床图并用坐标轴表示运动方向;
②坐标系和运动命名:机床的坐标系和运动命名参照GB/T 19660-2005《工业自动化系统与集成机床数值控制坐标系和运动命名》;
③增加了机床的参数表(见表3)。
表3中最大工件质量参数值与台面宽度L一一对应,按GB/T 19764-2005《优先数和优先数化整值系列的选用指南》表1中R’10数系(公比为1.6)排列,除200 kg一档外,对原先2004年版的倍增系列数值进行了调整。
四、后语
GB/T 23480.1和GB/T 23480.2这2项国家标准是特种加工机床的重要产品标准。它们的发布已使电火花小孔高速加工机床的术语和精度检验及参数要求有了统一的依据,使国际技术交流有了共同的语言,希望此两项标准的出台将有利于电火花小孔高速加工机床的发展和产品出口。
猜你喜欢
湖北农机化(2020年4期)2020-07-24
中学生数理化·八年级物理人教版(2019年10期)2019-11-25
制造技术与机床(2019年9期)2019-09-10
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
小猕猴学习画刊(2017年3期)2017-07-19
制造技术与机床(2017年4期)2017-06-22
