基于自适应Fuzzy-PID控制的变截面板簧AGC控制系统
2010-07-23 00:30:36刘军营
山东理工大学学报(自然科学版) 2010年2期
高 磊,刘军营
(山东理工大学机械工程学院,山东淄博255049)
传统的PID控制器结构简单,具有一定的鲁棒性,容易实现稳态无静差,且控制精度高,能满足大部分工业过程的要求,因此长期以来广泛应用于工业过程控制中,并取得了良好的控制效果.但是,对于工业控制中大量的非线性、时变参数和大纯滞后等控制对象,参数调节需要一定的过程,最优参数的选取比较麻烦[1],因而普通的PID控制器难以获得满意的控制效果.而模糊控制不需要被控对象的精确模型且适应性强,因此,为了克服传统PID控制器的缺点,人们将模糊控制与PID控制器结合起来,研究出了多种模糊PID控制器.本文采用参数自调整模糊PID控制器对PID参数进行在线调解以提高系统的控制精度,并通过Matlab仿真与普通PID调节进行对比分析.
1 变截面钢板弹簧AGC系统及数学模型
1.1 变截面钢板弹簧AGC系统
变截面钢板弹簧是近年来出现并逐渐取代传统汽车用钢板弹簧的一种新型的汽车悬架组成器件.厚度自动控制(AGC——Automatic Gauge Control)的主要原理是利用检测设备和液压系统随时监测带板厚度并调节轧机辊缝大小来控制带板的厚度精度.将AGC系统用于变截面板簧的轧制工艺并和液压伺服系统相结合,有利于提高板簧的各项尺寸精度.但由于控制系统的参数多样性和时变性、随机性,时滞的未知性、非线性、环境干扰等因素,必须采用PID控制器对控制系统的性能进行调节,使其达到快速、准确、平稳的加工要求.其中控制板坯厚度的液压位置伺服系统是整个液压系统的重要组成部分,其性能的好坏直接影响板坯厚度的精度.
1.2 变截面板簧AGC位置伺服系统的数学模型
变截面板簧采用变值成形原理加工,变值成形是通过改变金属材料截面尺寸和形状的方式直接制造零件或者毛坯.变值成形的主要工艺形式是轧制[2],它与传统轧制工艺过程的显著不同是:变值成形时轧机的辊缝要按照某种规律变化,当金属坯料通过辊缝时变形到所需要的形状.如图1所示,设纵坐标y为轧件的厚度,横坐标x为轧件的长度,轧件厚度是轧件长度的函数即y=f(x),所以压机的辊缝开度也是轧件长度的函数.板坯全长L由3部分组成,整体呈中心对称结构,L1为不变形段、L2为抛物线段、L3为承载段或用于卷制簧耳.
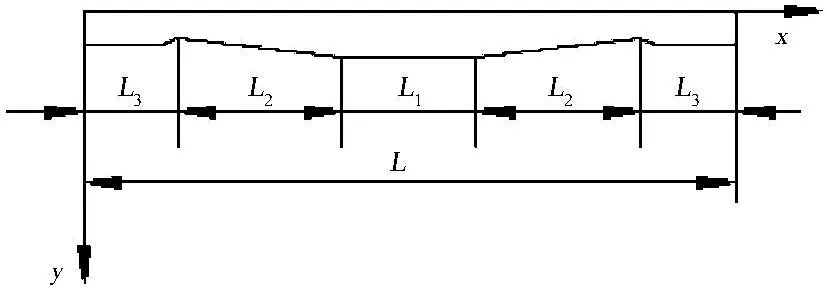
图1 变截面板簧板坯结构
变截面板簧的基本成形方法有辊锻成形、仿形成形和伺服成形.本文采用液压伺服成形工艺,即采用液压随动原理实现板坯的变截面成形.该液压伺服控制系统采用阀控(电液伺服阀)、液压缸、恒压供油的方式,控制系统的基本结构如图2所示.

图2 电液位置伺服控制系统框图
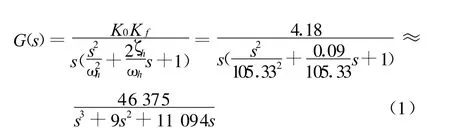
图2中,伺服放大器可视为比例环节,当电液伺服阀工作频率远大于液压固有频率(5~10倍)时,伺服阀可以近似看成比例环节,非对称液压缸的模型建立需要依赖3个方程:(1)滑阀的流量方程;(2)液压缸流量连续性方程;(3)液压缸和负载的力平衡方程.位置传感器也可视为比例环节.选定参数后简化得该液压伺服系统的开环传递函数为
2 模糊控制器的设计
2.1 模糊PID控制器的结构及原理
参数自整定模糊控制器的系统结构主要由参数可调PID和模糊控制系统两部分构成,其结构如图3所示.PID控制器实现对系统的控制,模糊推理部分则将板簧轧机辊辊缝的误差E及误差变化率EC作为输入变量,经过模糊规则的推理将参数Δ KP、Δ KI、Δ KD作为输出变量,利用模糊控制规则对PID参数进行实时修改,构成自适应模糊PID控制器[3],以满足不同的误差E及误差的变化率EC对参数的要求.
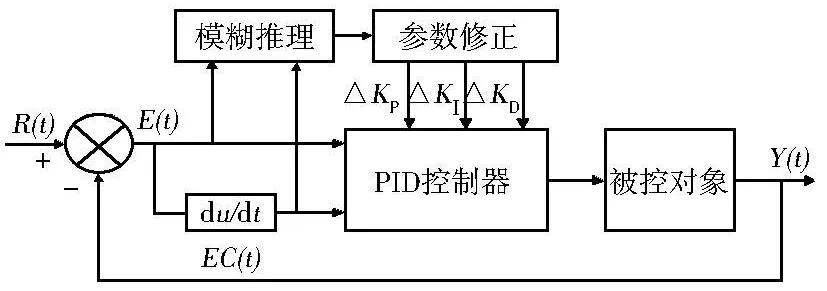
图3 模糊PID控制器结构
2.2 PID控制器参数自整定规则
通常情况下,数字位置式PID控制器的算式为

式中:k为采样序号,k=1,2,3,…;uk为第k次采样时刻计算机的输出值为第k次采样时刻的输入偏差值;ek-1为第k-1次采样时刻的输入偏差值;KP为比例系数;KI为积分系数;KD为微分系数.
比例系数KP的作用在于使系统的动作灵敏度高,提高系统的调节精度.KP越大,响应速度越快,调节精度越高[4];但KP过大时将使震荡次数增多并会使系统趋于不稳定.积分系数KI的作用在于消除系统静差,提高系统的无差度.积分强度的大小取决于积分系数越大,积分作用越强;反之,积分作用越弱.当KI太大导致积分作用过饱和时,将使系统输出超调,出现振荡,引起系统不稳定.微分系数的作用在于减小超调,克服振荡,提高稳定性,改善系统的动态特性越大,越能抑制偏差变化,但过大会延长调节时间,降低抗干扰能力.
(1)当偏差较大时,为了加快系统的响应速度,并防止因开始时偏差的瞬间变大可能引起的微分过饱和而使控制作用超出许可范围,应取较大的KP和较小的KD.另外,为防止积分饱和,避免系统响应出现较大的超调,KI值要小,通常取KI=0.
(2)当偏差和变化率为中等大小时,为了使系统响应的超调量减小和保证一定的响应速度应取小一些.在这种情况下,KD的取值对系统影响很大,应取小一些,KI的取值要适当.
(3)当偏差较小时,为了使系统具有较好的稳态性能,应增大值.同时,为避免输出响应在设定值附近振荡,以及考虑系统的抗干扰能力,应适当选取,其原则是:当偏差变化率较小时取大一些;当偏差变化率较大时,KD取较小的值,通常为中等大小.
2.3 各变量隶属函数的确定
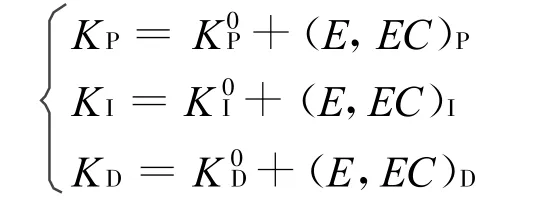
根据设计要求,模糊控制器采用二输入三输出的形式,即以语言变量误差E和误差变化率EC作为输入,Δ KP、ΔKI和ΔKD3个参数作为输出.根据模糊子集的隶属度赋值表和各参数模糊控制模型,应用模糊合成推理设计PID参数的模糊矩阵表,查出修正参数代入下式计算:
将输入量E、EC及输出量ΔKP、Δ KI和ΔKD的语言值(模糊子集)确定为{NB,NM,NS,ZO,PS,PM,PB},子集中的元素分别代表负大,负中,负小,零,正小,正中,正大[5].其论域均为[-6,6] ,离散化后的量化等级为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}.
根据隶属函数的选择原则,输入变量E,EC选择高斯形隶属函数,输出量选择三角形隶属函数以提高系统的分辨率和控制精度.各输入量和输出量的隶属函数如图4、图5所示.
2.4 制定模糊控制表

图4 E和EC的隶属函数
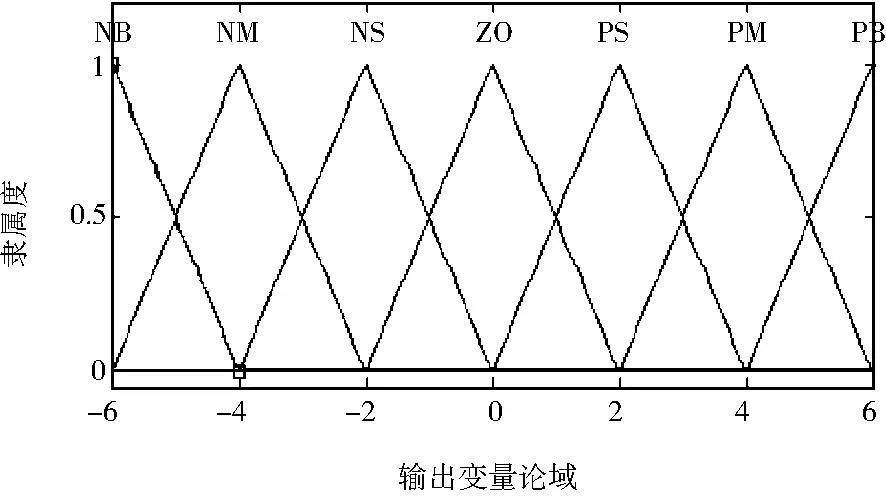
图5 ΔKP、ΔKI和ΔKD的隶属函数
模糊控制是一种基于规则的控制,因此依据现场操作人员的控制经验或相关专家知识,建立合适的模糊控制表,并根据上述PID参数的控制原则来选择输出相应参数ΔKP、Δ KI和ΔKD的值.建立的和的控制规则表见表1.
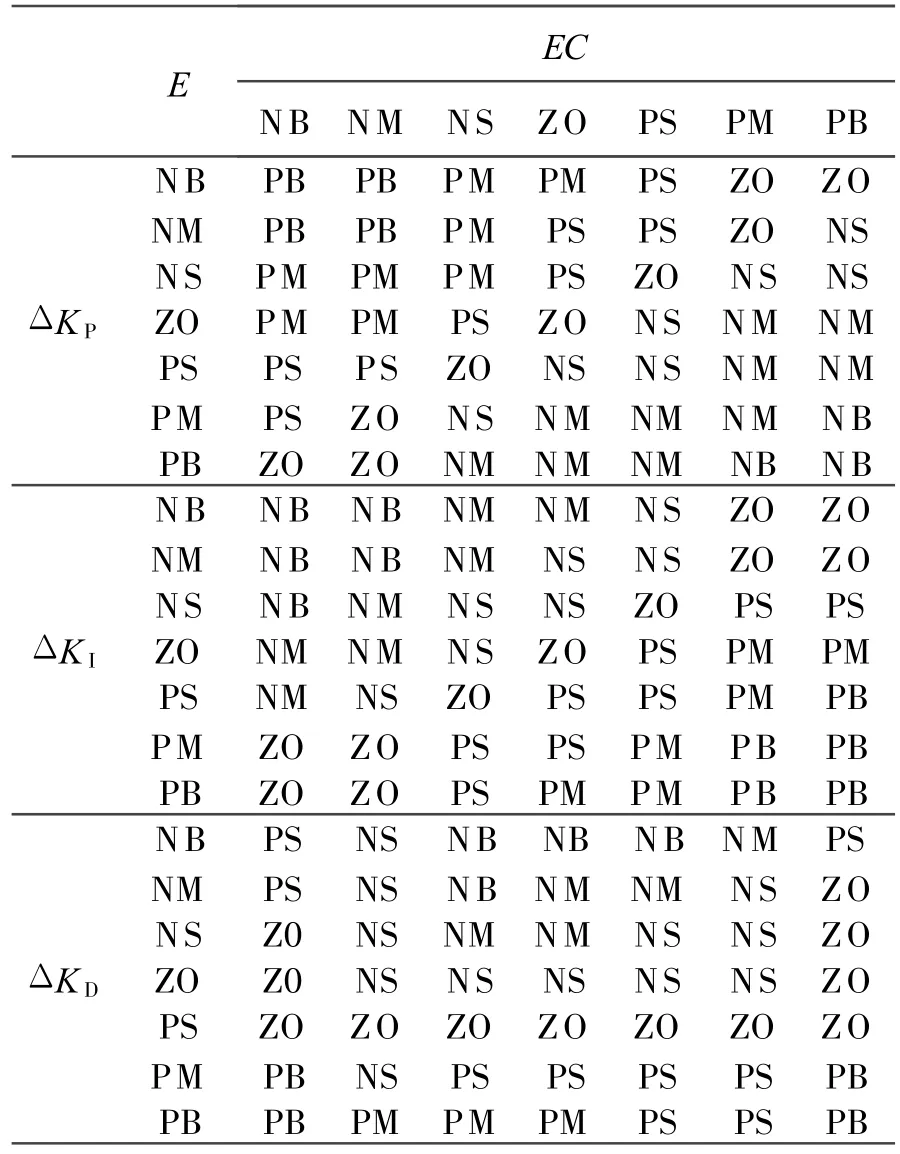
表1 ΔKP、ΔKI和ΔKD的控制规则表
2.5 确定模糊控制推理规则
根据表1得到的输入量和输出量的模糊控制规则如下:

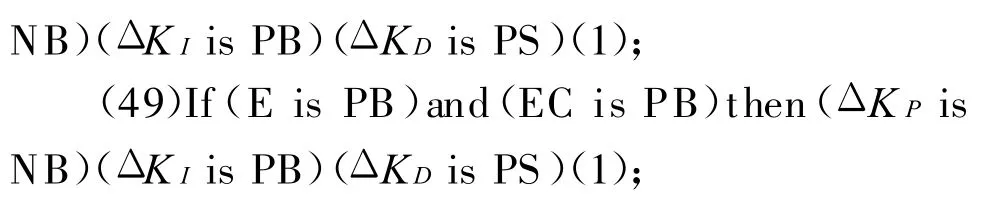
在Matlab的命令窗口输入Fuzzy命令,进入到模糊逻辑编辑器,建立一个新的控制类型为Mamdani的FIS文件,并命名为FuzzyPID.打开控制规则编辑器Rule Editor,将上述49条模糊控制语句依次添加到控制规则序列中,便完成了该模糊控制器控制规则的建立.Δ KP、ΔKI和Δ KD在论域上的输出曲面如图6所示.
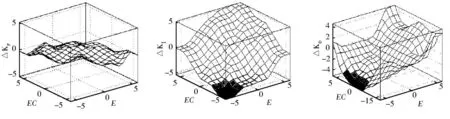
图6 ΔKP、ΔKI、ΔKD在论域上的输出曲面图
2.6 建立Fuzzy-PID控制器的仿真框图
在Matlab的命令窗口输入Fuzzy命令,打开名为Fuzzy-PID的FIS文件.并根据以上所述的量化区间和函数形式对输入量和输出量的隶属函数进行编辑,如图7所示.
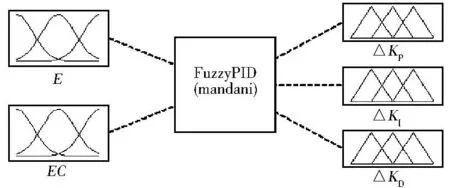
图7 输入、输出量的隶属函数
在Matlab的Simulink环境下根据图1所示,建立自适应Fuzzy-PID控制器的仿真框图如图8所示.
从仿真的结果可以看出,通过自适应模糊PID控制器的调节,明显加快了系统的响应速度,提高了调节精度,使系统稳态性能较高、稳态误差较小,极大地提高了系统的智能性,对变截面板簧轧制系统中的位置伺服系统具有良好的控制效果.
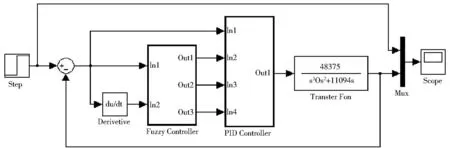
图8 -PID控制系统仿真框图
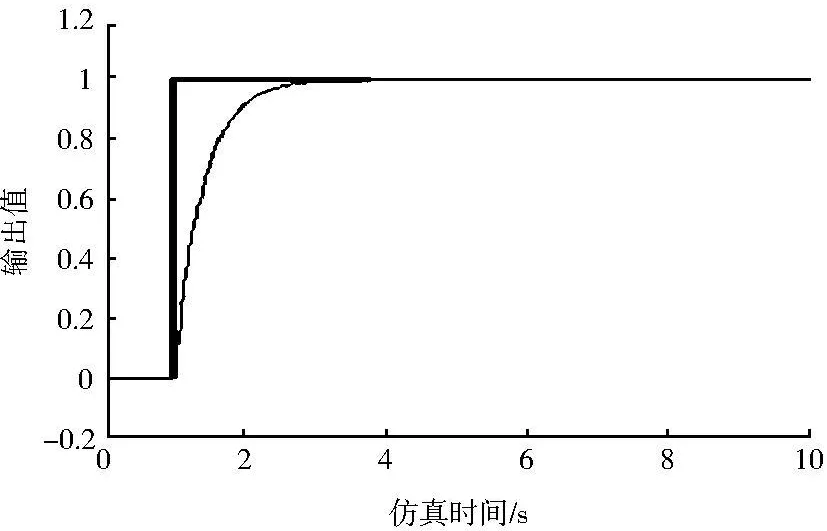
图9 常规PID控制器的单位阶跃仿真图
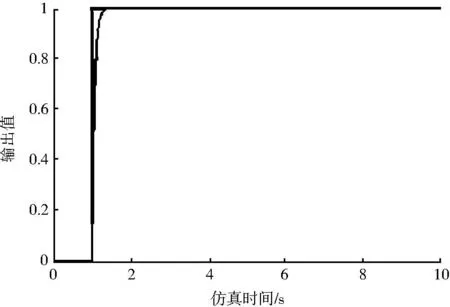
图10 Fuzzy-PID控制器的单位阶跃仿真图
3 结束语
本文提出的自适应模糊控制器,将模糊控制器与PID控制相结合,以理想输出与实际输出的误差作为输入,输出PID控制器3个参数的调整值,对PID参数进行在线调节.通过仿真效果可以看到,对于变截面钢板弹簧的位置伺服控制系统来说,这种控制方式结合了PID控制和模糊控制器的特点,输出量连续,可靠性高,超调量小,鲁棒性强,干扰和参数变化对控制效果的影响大大减弱[6],适合于非线性、时变的控制系统,具有较强的实际意义.
[1] 杨云飞.基于MA TLAB的自适应FUZZY-PID控制器设计与研究[J] .南京工业职业技术学院学报,2008,8(2):39-41.
[2] 刘军营.变值成形原理与设备设计理论的若干关键问题的研究[D] .西安:西安理工大学,2005,9.
[3] 陈佳佳,梅涛,梁华为.基于白适应模糊PID控制的汽车ESP系统控制研究[J] .组合机床与自动化加工技术,2008(9):59-62.[4] 殷云华,樊水康,陈闽鄂.自适应模糊PID控制器的设计和仿真[J] .火力与指挥控制,2008,33(7):96-99.
[5] 毛文龙,宋启敏,巴怡然,等.电液伺服控制系统的研究与应用[J] .组合机床与自动化加工技术,2008(6):65-68.
[6] 丁坚,王革思,李柏松,等.模糊PID控制器的性能研究[J] .科技创新导报,2008(9):5.
猜你喜欢
人民黄河(2023年9期)2023-09-12 04:24:26
当代水产(2020年2期)2020-03-17 06:57:06
山东理工大学学报(自然科学版)(2019年1期)2019-12-11 02:20:08
重庆理工大学学报(自然科学)(2018年5期)2018-06-06 10:59:24
汽车实用技术(2017年22期)2017-12-11 01:07:48
西南交通大学学报(2016年3期)2016-06-15 20:29:35
电子制作(2016年21期)2016-05-17 03:53:01
通信电源技术(2016年5期)2016-03-22 01:09:57
汽车实用技术(2015年8期)2015-12-26 09:01:00
电源技术(2015年11期)2015-08-22 08:50:38