
高水头小型水轮机转轮的设计制造优化
2010-07-02 03:29李荣生
大电机技术 2010年2期
李 正, 王 威, 李荣生
(哈尔滨电机厂有限责任公司, 哈尔滨 150001)
1 前言
高水头小型混流式水轮机转轮尺寸小、结构紧凑,内部空间狭窄,制造难度很大。如何在兼顾机组性能、制造难度和质量控制的前提下进行综合优化设计,是近年来各水轮机生产厂家难于破解的问题。
哈尔滨电机厂有限责任公司制造了多台高水头、高转速水轮发电机组,比如:鲁布革、渔子溪、石板、波罗、大七孔、金汉拉扎、马鹿塘二期、瑞丽江、南桠河等。其中的大七孔和金汉拉扎电站转轮,由于其水头、转速高、尺寸小,设计制造难度很大。大七孔电站转轮(转轮直径为1.2m)设计上采用了上冠、下环、叶片均为两部分制造的组合结构方式,基本上解决了转轮内部空间狭小无法焊接操作的问题。在总结大七孔电站转轮设计制造经验的基础上,又成功地设计制造了难度更大的金汉拉扎电站转轮。
尽管近年转轮的制造技术在不断进步,如果设计考虑不周,对于直径较小的高水头转轮,受空间条件的限制,制造质量仍然难于保证。本文以金汉拉扎电站转轮为例,对小型高水头水轮机转轮的设计制造优化提出一些建议和看法,为相近电站转轮的设计者提供参考。
2 高水头小型水轮机的选型设计
300~450m 水头段的大、中型水轮机一般采用混流式机组,小型水轮机受尺寸限制往往选择冲击式机组,能否也采用混流式机组一直是近年水轮机设计人员探讨研究的课题。
高水头混流式水轮机较冲击式水轮机相比具有以下一些优点:
(1)混流式机组尺寸小,转速高,机组造价比冲击式低;
(2)混流式机组能量指标高,效率比冲击式略高;
(3)混流式机组水头利用好,可部分回收尾水管的动能。
(4)冲击式转轮承受交变载荷,容易疲劳损坏。
(5)混流式水轮机在运行控制方面比冲击式更容易。
因此在同样的水头下,如果能保证制造质量,应该优先选择混流式机组,表1列举了一些国内典型的高水头、高转速小型混流式机组。
从表中可以看出,金汉拉扎水电站不仅为目前国内水头较高(最高水头420m)的混流式水轮机,也是高转速机组(额定转速不低于750r/min)中单机容量较大的小型混流式水轮机(单机容量 29MW),因此,机组的设计开发和制造具有非常大的难度和较高的挑战性。
3 金汉拉扎电站水轮机转轮的设计
3.1 转轮水力设计
一些高水头电站受转速的限制,为了保证高水头单位转速避开背面脱流区域,不能选取相对较小的转轮直径,这就要求模型转轮具有较小的单位流量。
对于直径较大的转轮来说,水力设计优化原则是:增加叶片数、降低导叶高度、适当缩小转轮出口直径、调整叶片型线和安放角度。这些措施对降低单位流量是比较明显的。
对于直径较小的转轮,增加叶片数不是理想的方案。更为理想的方案是在保证性能参数的前提下,最大限度地增加转轮的操作空间。通过控制转轮的叶片数来保证合理的操作空间,通过缩小转轮出口直径达到减小单位流量的目的,这样既不会增加成本,又降低了转轮的制造、加工和检修维护的难度。
金汉拉扎电站水轮机最大水头 420m,额定功率29MW,当选取额定转速750r/min时,为了避开叶片进水边高水头背面脱流区,转轮直径不宜低于1.65m,最高水头的单位转速为60r/min,对应的单位流量非常小,为 0.157 m3/s。在此之前,尚未见到国内实际应用的模型转轮单位流量低于0.18 m3/s的先例。因此,金汉拉扎电站水轮机选型设计和水力设计均为较大的难题。既要克服单位流量小的困难,又要保证机组能够安全稳定运行。
受工期的限制,合同中约定不做模型试验。为了使转轮达到预期的性能,根据使用的单位流量和参数匹配的情况,采用在已有相近转轮的基础上通过CFD优化改进的方案。基础转轮的叶片数为17片,进出口直径的比值为0.70,导叶相对高度为0.1。考虑到再降低导叶高度,装焊难度会急剧增加;若转轮进出口直径的比值改动较大,转轮的性能也不容易控制。最终采用增加 2个叶片进行改型达到降低单位流量的目的。在原型机制造过程中,为了能够验证机组的性能,补做了模型试验。模型试验和机组制造的情况反映出:通过增加叶片数降低了单位流量,水轮机达到了预期的性能,但由于叶片数的增多,转轮上冠、下环以及叶片之间的空间非常狭小,上冠处叶片开口只有19mm,给转轮的焊接、加工、探伤、检查等工作带来非常大的难度。
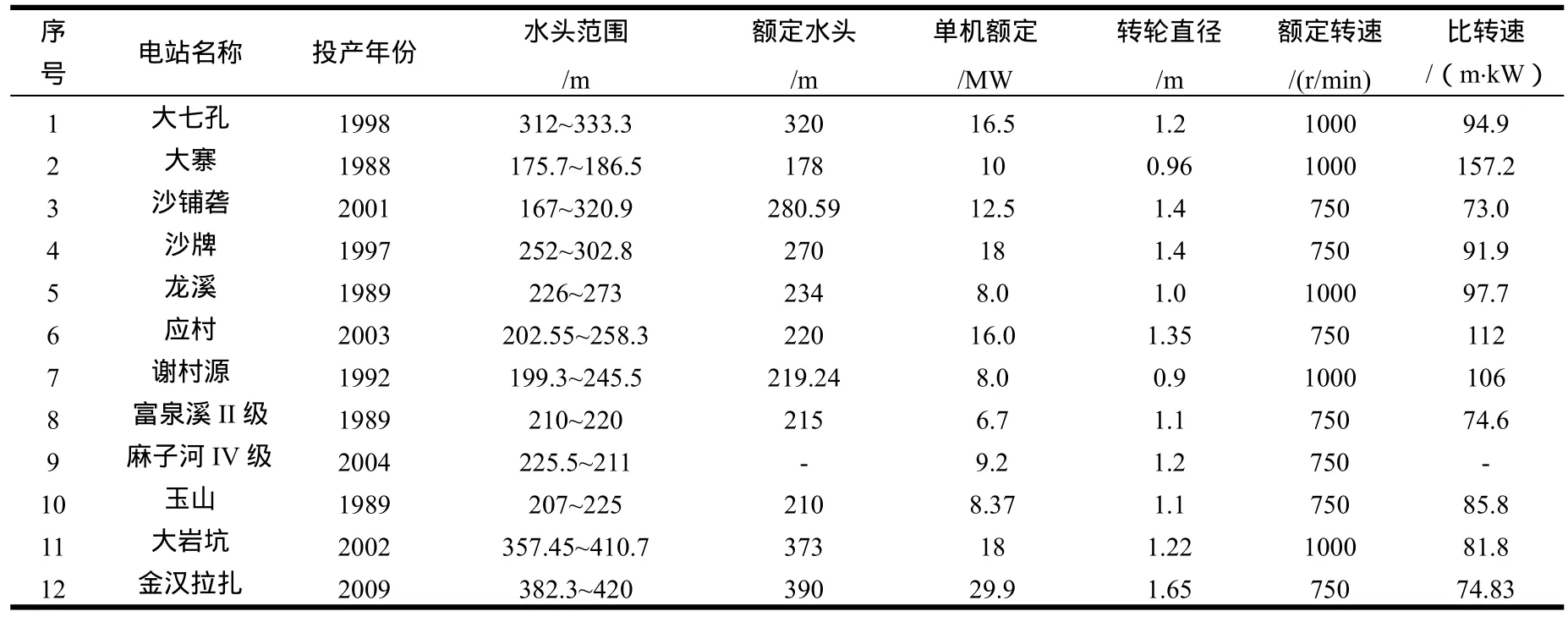
表1
3.2 叶片材料选择
对一些流道狭长的高水头小型水轮机转轮,铸造转轮的铲磨序难于实现,只能采用焊接方式。
一般情况下钢板较铸件的机械性能好,化学成分稳定,钢板制成的叶片抗空化和泥沙磨损能力比铸造叶片好。自70年代,不少国家采用钢板热弯成型的技术制造叶片,比如挪威克瓦纳公司、瑞典的诺哈弗公司、日本的日立公司、及苏联列宁格勒金属工厂等。
采用这种方法制造水轮机叶片,较铸造铲磨的叶片相比,不但优化了叶片材料的内在质量,使叶片的抗磨蚀和泥沙磨损性能得到提高,还缩短了制造周期,降低了材料和人工成本。
因此在能选择到合适钢板,并有成熟设计制造技术的前提下,采用钢板热弯成型制造叶片是降低成本、提高质量的有效途径。金汉拉扎电站转轮采用组焊结构,叶片材料采用的是0Cr13Ni5Mo不锈钢板。
3.3 转轮上冠结构和叶片坡口的结构设计
金汉拉扎电站转轮流道狭长,叶片出水边(上冠侧)间距非常小,最小开口只有 19mm,基本不具备焊接操作空间,焊接质量无法保证。向进水边方向延伸200mm,开口为40mm左右,基本可以进行焊接操作,也就是说在叶片(上冠侧)距出水边200mm范围内的焊缝都存在焊接操作空间受限的情况。为保证焊接操作空间,结构设计上采取了以下措施:
(1)上冠分为内外两个环的组合结构,见图1。
(2)叶片焊接坡口分为三段,从出水边起第一段在叶片背面开单侧坡口,第二段在叶片正面开单侧坡口,第三段为双侧坡口,这样的坡口组合可以获得最大的操作空间。
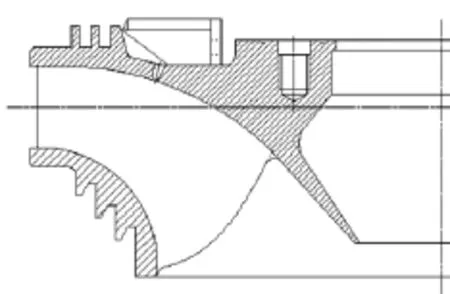
图1 金汉拉扎电站转轮
4 金汉拉扎电站水轮机转轮的制造
4.1 叶片的成型
近年,许多水轮机在运行过程中出现了严重的叶片裂纹和空蚀现象,迫使人们对叶片的材料、型线、尺寸及制造精度要求逐渐提高,这也是近年来制造技术的攻关重点。转轮叶片制造质量的高低,直接反映了水轮机制造水平,各制造厂家为了减少叶片型线偏差,提高叶片质量,不断改进制造工艺,在技术上取得了许多创新和突破。
水轮机的叶片型线的质量往往取决于叶片成型方式,合理选择叶片成型方式,可以使叶片型线质量达到高标准的要求。叶片成型有以下几种方式:
(1)铸造铲磨叶片
早期水轮机转轮叶片制造,一直采用铸造加手工砂轮铲磨和立体样板的传统工艺方法来完成。叶片型面精度难以保证,型线误差大,同台转轮叶片之间重量偏差也大,用这种技术生产出的叶片难以满足当前的技术要求,不利于机组的稳定运行。
(2)精炼铸造和数控加工联合应用
精炼铸造和数控加工的叶片整体质量较普通铸造铲磨叶片有了很大提高。一方面,通过 VOD精炼技术达到了控制叶片铸件化学成分的目的,提高了叶片铸件质量,同时,采用数控加工可以使叶片型线达到令人满意的程度。
(3)钢板热弯成型叶片
近年来,为提高水轮机转轮叶片的材料质量和叶片型线的一致性,降低铲磨量,一些厂家先后采用了钢板热弯成型叶片。钢板热弯成型试制过一次模压、二次模压、或焊接板坯一次模压、焊接板坯二次模压等。天生桥II级、满台城两江、石板、渔子溪改造、大七孔、缅甸邦朗、万家寨大泵、马鹿塘二期、瑞丽江、金汉拉扎等电站转轮叶片均使用了钢板热弯成型制作技术。
钢板热弯成型叶片平面展开和厚度分布是一个复杂问题。尽管随着计算机技术的应用和发展,使得三维空间曲面叶片的设计和展开渐趋完善,但仍有一些问题没有得到解决。比如,叶片在热弯成型的过程中,会有一定的塑性变形和水平漂移,叶片压制后还会有回弹的问题,并且在加热的过程中,叶片的表面也有一层氧化层,压制后需要通过铲磨来处理,这些因素在一定程度上影响了叶片型面的质量。
(4)钢板热弯成型与数控加工的联合应用
首先对钢板进行热弯成型,正背面留有一定的加工余量,然后对叶片进行全方位(包括工作面、背面、进出水边、上冠、下环及焊接坡口)的数控加工,这种方法是目前控制叶片型线,并同时保证叶片材料质量的最好方法之一。采用热弯成型后数控加工的叶片重量偏差远远小于直接热弯成型的叶片。
随着数控加工设备和技术的不断进步,三轴数控龙门铣床被大量采用。由于其设备价格低、维护方便、工时费用低,所以叶片加工成本大幅度降低,另外,三轴数控龙门铣床采用高转速棒式铣刀、排刀密,排刀之间的波峰波谷差值小,使后序的铲磨量大大减少,总体效率得到提高。故采用钢板热弯成型与数控加工联合应用的方式制造高水头混流式叶片的方法是较好的。
金汉拉扎电站1号转轮叶片采用钢板热弯模压一次成型的制造方式,发现难度远远超过预期,检测结果叶片成型不好,超标项较多。原因是转轮流道狭窄,叶片板坯狭长,厚度变化较大,最厚处为 40mm,最薄处不到 10mm,并带有翼型,成型过程中叶片有横向漂移、回弹量大,由于加热温度较高叶片表面产生一层氧化层,这些因素造成叶片成型后与叶片理论曲面型线差别较大,后来经过多次模压、反复矫形才勉强合格。
总结金汉拉扎电站 1号转轮制造的经验教训,2号转轮叶片采用钢板热弯成型与数控加工联合应用的制造方式,转轮叶片一次合格,型线和表面质量得到了大幅度地提高,满足了标准的要求。
4.2 转轮的焊接
(1)装配工具和装焊顺序的选择。
金汗拉扎电站转轮体积小,叶片狭长,装配精度要求高,不适合叶片插装的传统装配方法。为保证转轮装配质量,实际操作中采用了上冠、下环定位装置和刮板中心架等装配工具,检查工具采用的是叶片进、出口角检查样板和样板架。
经过反复论证,转轮装焊顺序如下:转轮上冠内、外环固定一起,在定位装置上完成转轮上冠、叶片,下环的第一次装配后,拆掉上冠外环和转轮下环,制作拉筋固定转轮叶片;完成转轮叶片与上冠内环焊缝的焊接;装焊转轮下环;装焊装轮上冠外环。焊缝探伤、铲磨等序在转轮焊接后交叉进行。这样的装配顺序可以最大地获得转轮叶片出水边焊缝的操作空间。
(2)焊接方法和焊材选择
受金汉拉扎电站转轮内部操作空间限制,叶片焊接坡口分为三段,第一段靠出水边侧的 100mm焊缝为单侧坡口,开在叶片背面,用钨极氩弧焊(焊接材料为HS13-5L)打底焊,然后用熔化极气体保护焊(焊接材料为 HS13-5L)焊接,叶片正面用手工电弧焊(焊接材料为G367M)焊接圆角,这段焊缝不进行清根,做PT探伤;第二段在距出水边100~200mm范围内的坡口也为单边坡口,开在叶片正面,坡口角度加大到60°,操作空间在30~40mm,这段焊缝用手工电弧焊(焊接材料为G367M)焊接坡口和圆角,焊缝不进行清根,做 PT探伤;第三段焊缝为双面坡口焊缝,焊接方法为熔化极气体保护焊(焊接材料为HS13-5L),焊缝要求清根焊透,做PT、UT探伤。这样,在进行坡口焊接时是有相应的操作空间的,在操作空间受限的位置只进行过渡圆角的焊接;在坡口设计和焊接方法的选择上最大限度保证了焊缝质量。
(3)焊缝表面缺陷的修复
转轮焊接后,在距叶片出水边 100mm范围内,叶片上冠侧正面圆角焊缝出现较多的点状焊接缺陷(夹渣和气孔),该位置操作空间仅有19~30mm,缺陷修复难度很大。因缺陷是不连续的点状缺陷,手工电弧焊起弧难,不适合进行缺陷修复;采用改进后的气保焊焊枪进行缺陷返修,即用φ12mm的铜管代替保护气套管和导电杆磨细后的新焊枪,同时也要求焊工有相当高的操作技能,最终首台转轮历时1个月,次台转轮历时半个月完成了该处焊缝表面缺陷的修复工作。
(4)焊接时间的控制。
由于转轮叶片坡口之间距离较小,焊接过程中应控制焊接时间,若焊得太快,势必产生较大的变形,开口、节距、型线等关键尺寸均不易得到保证。
5 高水头混流式小型水轮机转轮设计制造优化建议
根据金汉拉扎电站1号、2号转轮制造过程中出现的问题,结合以往转轮的设计和制造经验,对高水头混流式小型水轮机转轮设计制造提出以下优化建议:
(1)选型设计
选用高水头混流式水轮机比冲击式水轮机有以下一些优点:造价低、效率高、能量指标高、水头利用好,可部分回收尾水管的动能,运行控制简便。
(2)在水力设计阶段考虑制造的可行性。
在保证性能参数的前提下,水力设计时应当优先考虑最大限度地增加转轮内的操作空间。对于小尺寸转轮,控制叶片数量,适当缩小转轮出口直径是比较合理的选择,既降低了制造难度,也降低了成本。
(3)良好的质量控制
高水头混流式小型转轮内部操作空间狭小,若转轮遭到破坏后,将难于修理,因此,制造阶段应严格过程控制,把好质量关,尽量消除今后可能造成隐患的因素。
(4)转轮结构设计
高水头小型转轮叶片之间的空间非常狭小,为了方便焊接和铲磨,上冠可采用内外(或上下)环结构。叶片焊接坡口根据操作空间大小,可分成数段,采用不同的坡口形式。
(5)叶片制造
转轮叶片一般带有翼型,厚薄差别大,给热弯成型过程带来非常大的难度,仅靠热弯成型,不仅型线的质量难于保证,也增加了转轮装焊时的难度。建议采用钢板热弯成型与数控加工联合应用的制造方式。
(6)叶片材料
采用机械性能好,化学成分稳定的不锈钢板,可提高叶片的抗空化和泥沙磨损能力,避免铸造缺陷发生,也是转轮降低成本、提高质量的有效途径。
[1]朱邦材. 水轮机叶片成型工艺对精度的影响[J].大电机技术, 1999, (2): 52-56.
[2]马凤,赵国明. 高转速高水头水轮机分瓣转轮研究[J]. 大电机技术, 2000, (2): 50-52.
猜你喜欢
大电机技术(2022年3期)2022-08-06
电力科技与环保(2022年3期)2022-07-15
大电机技术(2022年2期)2022-06-05
大电机技术(2022年2期)2022-06-05
大电机技术(2021年3期)2021-07-16
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
装备制造技术(2020年4期)2020-12-25
兰台世界(2017年12期)2017-06-22
大电机技术(2015年5期)2015-02-27
