
1780mm不锈钢六辊轧机自动控制系统的研究
2010-06-28 12:30:40马艳阳翟周科
装备制造技术 2010年4期
马艳阳,翟周科
(1.陕西国防工业职业技术学院电子系,陕西西安710302;2.西安重型机械研究所,陕西西安710032)
1 780 mm六辊可逆冷轧机组,是在常温状态下,将材质为普通碳素钢和低合金优质钢、不锈钢,厚度为2.0~5.0 mm的经过酸洗(可切边或不切边)的热轧带卷,经过若干道次的轧制,使其成为具有所需厚度及表面粗糙度的各种规格的冷轧带卷。技术参数如表1所示:
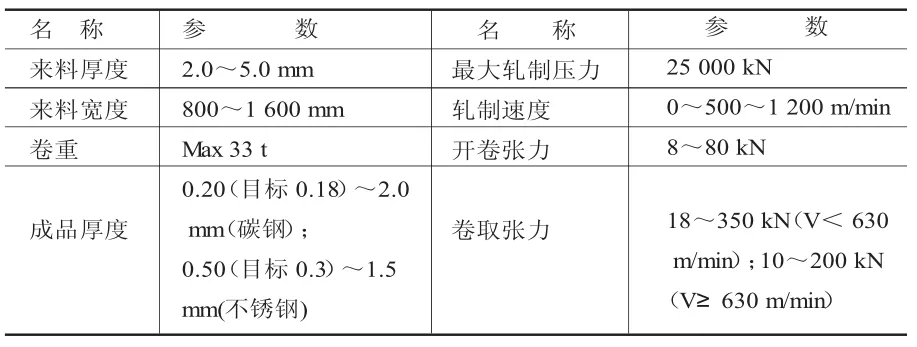
表1 1780mm六辊可逆冷轧机组技术参数
主轧机、开卷机和左右卷取机,采用全数字交流变频调速控制。机组采用双CPU控制,全液压推上,液压AGC自动控制。采用二级计算机控制,实现机组的生产过程控制。机组具有轧制规程计算、道次分配、参数优化、工作辊的正负弯辊、中间辊正弯辊控制和中间辊窜辊设定功能。工艺过程实时参数和设备关键参数的检测、显示和报警功能。配备激光测速仪、张力计,自动化程度达到了国内领先水平。
1 设备组成及工艺简介
1780 mm不锈钢六辊轧机由上卷小车、开卷机、开头矫直机、右卷取机、机前装置、主轧机、机后装置、右卷取机、助卷器、换辊装置、收垫纸机、除油装置等及液压气动系统和电气系统组成。
工艺描述。根据生产计划,由吊车将钢卷吊至开卷机前的上卷小车鞍座上,人工拆除捆带。钢卷由上卷小车上卷,经开卷机(具有卷纸功能)开卷,经过铲头将带钢头部从钢卷引出,通过开头机、送入轧机、在送往出口的卷取机,借助助卷器(厚带采用钳口)对带钢进行卷取并形成轧制张力后,轧机进行多道次往复轧制,轧制后的带钢经卷取机卷取后,再由卸卷小车卸卷,送往钢卷存放鞍座上。钢卷在鞍座上打捆、称重后,由吊车送到中间仓库存放。
2 自动控制系统的组成
1 780 mm不锈钢六辊轧机自动控制系统由供配电系统、PLC系统、传动系统、厚控系统、计算机控制系统组成。
2.1 供配电系统
根据轧机交流电机电压等级及电机容量要求,系统配置了4台独立的整流变压器,其中1#整变、2#整变为主机和卷取机同步电机供电,3#整变为开卷机异步电机供电,4#为同步电机的励磁供电。工厂提供两路AC380V电源分别至传动柜和基础自动化电源进线柜,为传动装置的风机、自动化系统、交流辅助电机等供电。单线图如图1所示。

图1 供配电系统单线图
2.2 基础自动化控制系统
采用双CPU控制,一个S7-412CPU挂接了14个ET200M站,控制液压传动站、设备润滑站、工艺润滑站、AGC泵站、弯辊横移泵站及机组辅助控制,另一个S7-416CPU挂接3条PROFIBUS-DP网控制厚控系统、传动系统、弯辊横移系统。2个CPU之间,采用工业以太网通讯,传输连锁信号。S7-416CPU主机架上配置了2个FM458,一个FM458用于传动系统控制,另一个用于厚控系统和弯辊横移系统的控制。网络结构图如图2所示。
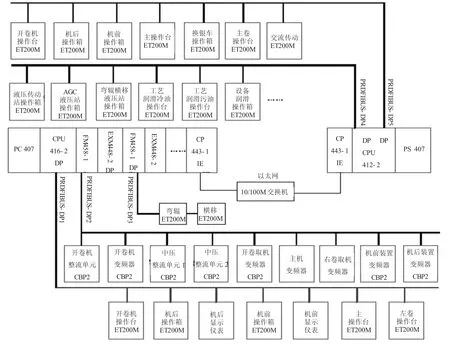
图2 PLC网络结构图
2.3 传动系统
传动系统主要由主轧机、开卷机、左右卷取机组成,主传动,左右卷取机采用西门子公司全新推出的中压变频调速装置SINAMICS SM150系列产品,开卷机采用西门子6SE70整流回馈+逆变器装置,出入口转向辊、收垫纸机采用西门子6SE70交流变频装置。
开卷机异步电机电机功率730 kW,AC 520/660 V,420/1500 r/min,卷取机同步电机电机功率4000 kW,AC3300 V,350/1250 r/min,主轧机同步电机电机功率7 000 kW,AC3300 V,360/980 r/min。开卷机选用了一台800 kW的整流装置和两台600 kW的逆变器并联使用来控制开卷电机。主轧机、左右卷取机3台电机配置了2台10.5 MVA整流装置并联为3台10.5 MVA的逆变器供电。3台同步电机分别配置了3个励磁装置,励磁由西门子6RA70装置控制。传动系统图如图3所示。
开卷机、左右卷取机穿带时为速度系统,正常轧制时为张力系统,主轧机上下辊由1台电机经减速箱连接,穿带和正常轧制时均为速度系统。速度系统反馈采用霍普纳编码器,并带有超速保护。张力系统采用ABB张力计,直接张力闭环控制。卷径计算采用机前机后转向辊上的编码器进行线速度采集。
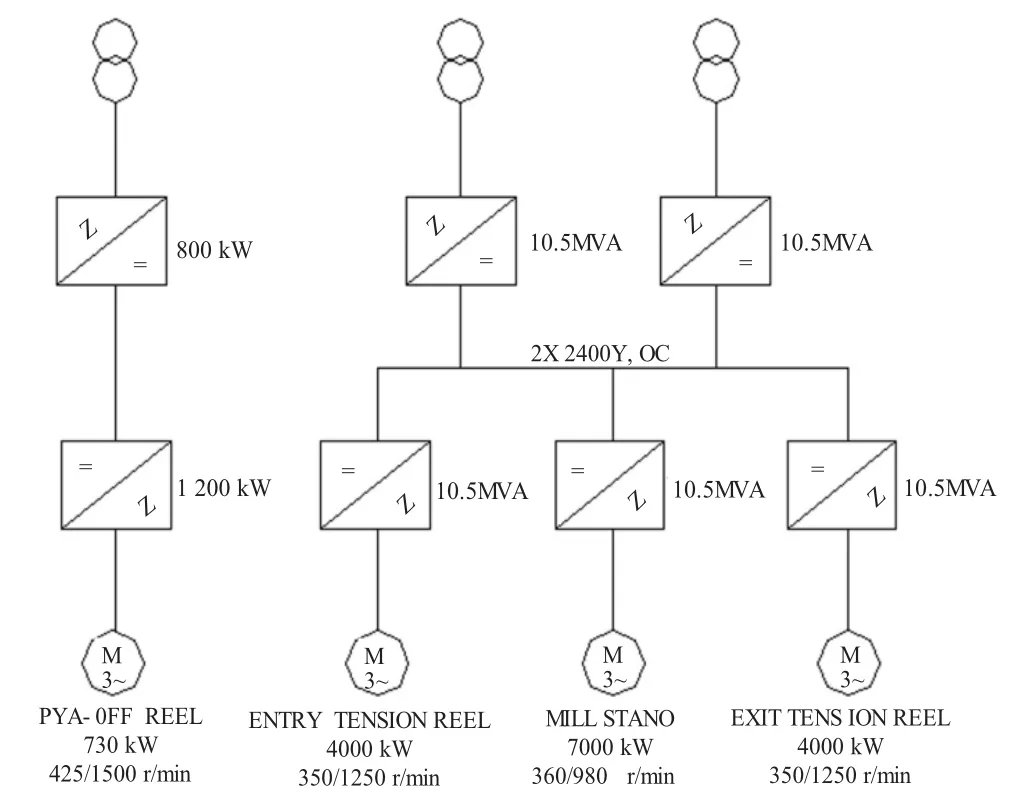
图3 传动系统图
2.4 厚控系统
厚控系统采用的是液压压上的AGC系统。采用moog D791电液伺服阀,song位移传感器,MPM480压力传感器。最大轧制力可达25 000 kN。厚控系统具有恒辊缝控制、轧制压力控制、辊缝位置控制、厚度预控、厚度监控、秒流量控制等功能。
2.5 计算机系统
计算机系统由L1和L2两级系统组成,L1级负责设备级的监控,包括液压站的启动和停止、设备状态、传动系统的合闸和分闸、传动电机的电流、转速的参数显示等;L2级主要负责轧制规程的予设定。L1级由一台工程师站ES1和一台客户端L1 HMI组成,分别放在计算机室和操作室。L2级由一台服务器、一台工程师站ES2和一台客户端L2 HMI组成,分别放在计算机室和操作室。计算机室和操作室分别设有一个两光口和八电口的交换机,计算机室和操作室用光纤将两边的以太网连接起来,网络拓扑如图4所示。
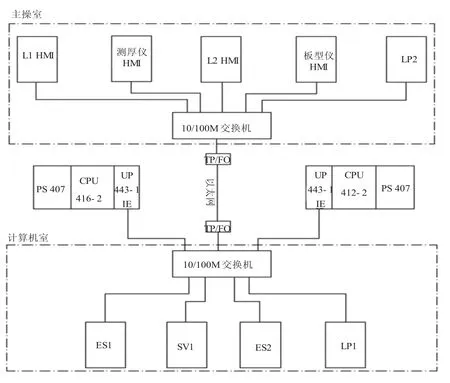
图4 计算机系统网络拓扑
3 自动控制系统的特点
3.1 硬件选型特点
(1)多网络;
(2)厚控系统采用FM458模块,分时处理,响应速度更快,精度更高;
(3)传动系统选用西门子公司的中压变频调速装置SINAMICS SM150系列,IGCT使2.3~7.2 kV的大功率中压变频调速装置获得高动态性能,它通过一个真正的标准程序,对0~9 000 r/min范围内的传动速度,进行精确的控制。冷却系统采用水冷单元,与风冷相比较极大的减少了噪音。
3.2 软件特点
程序编制采用CFC更直观,查找故障更方便;传动系统配置了PDA,调试及故障诊断更方便。
3.3 检测仪表的特点
检测元件均选用进口元件,ABB张力计、beta激光测速、瑞美测厚仪,song磁尺位移传感器可靠性高,精度更高。
4 结束语
泰钢1 780mm不锈钢六辊可逆冷轧机组,是国内自主设计的最宽的六辊轧机,设计选型先进,自动控制系统自动化程度高,功能先进,保障机组高效稳定运行,为以后六辊轧机的设计提供了很好的参考。
猜你喜欢
疯狂英语·读写版(2023年12期)2023-02-20 18:41:06
中国造纸(2022年8期)2022-11-24 09:43:38
一重技术(2021年5期)2022-01-18 05:42:12
一重技术(2021年5期)2022-01-18 05:42:12
冶金设备(2021年1期)2021-06-09 09:35:32
防爆电机(2020年6期)2020-12-14 07:16:54
山东冶金(2019年2期)2019-05-11 09:12:24
电子制作(2018年10期)2018-08-04 03:24:26
光学精密工程(2016年3期)2016-11-07 09:03:49
大电机技术(2015年5期)2015-02-27 08:22:28
