
钢筋镦粗直螺纹连接技术在桥梁工程中的应用
2010-06-11 07:51卢治国
山西建筑 2010年25期
卢治国
在具体工程实践中,常受施工场地狭窄的影响,以及快节奏的工期要求,传统的焊接钢筋连接工艺制作加工钢筋成品已经不能完全适应现代化建筑工程快节奏的需求。本文介绍的镦粗直螺纹钢筋连接技术,它适用于HRB335,HRB400热轧带肋钢筋,可以代替传统的人工焊接工艺,具有施工工艺简单、质量容易保证、生产效率高、连接速度快等特点。
1 等强镦粗直螺纹钢筋套筒连接的工艺流程、技术特性
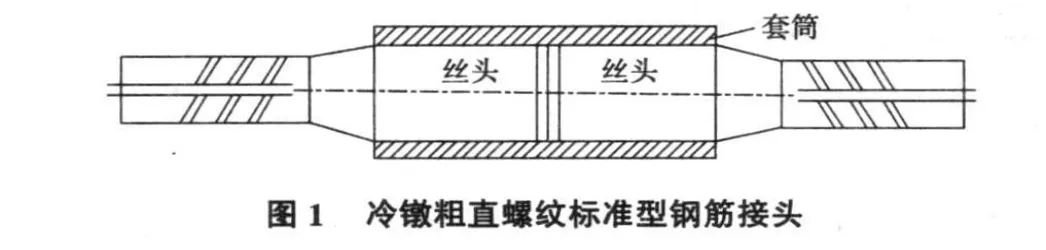
直螺纹套筒连接是通过钢筋端头特制的直螺纹和直螺纹套筒咬合形成整体的一种连接方式。镦粗是通过液压机械模具的挤压而使钢筋端头变粗。镦粗直螺纹套筒连接标准型钢筋接头见图1。
1.1 镦粗直螺纹连接技术特点
1)强度高。2)连接速度快。3)应用范围广。4)适应性强。5)性能稳定。6)生产效率高。
1.2 工艺流程和技术要求
直螺纹套筒连接工艺流程为:钢筋原料→切头→镦粗→攻丝加保护套→(预套接,标识)→工地连接。丝头的加工(包括切头、镦粗和攻丝)和套筒的制作均在加工场制作完成,施工现场仅需用套筒将丝头连接。
1)钢筋下料切头。冷镦粗钢筋所采用Ⅱ级或Ⅲ级热轧带肋钢筋,其材料性能应符合GB 1499-98钢筋混凝土用热轧带肋钢筋要求。下料时,必须保证钢筋端头切口与钢筋轴线垂直,不允许有马蹄形或挠曲,端头部分不直应调直后下料。2)钢筋接头的镦粗攻丝及技术工艺要求。采用钢筋镦粗机将钢筋端头镦粗,镦粗段与钢筋轴线同心度不大于4°,且镦粗后外观不得有明显的裂纹、凹陷和影响钢筋强度的其他缺陷。镦粗头的基圆直径D大于丝头螺纹外径,长度 L>1/2套筒长度,过渡段坡度不大于 1∶3,钢筋镦粗攻丝后加塑料保护套防止损坏丝口。不合格的镦粗头,应切去后重新镦粗,不得对镦粗头作二次镦粗。
2 现场加工连接操作要点
1)钢筋下料要求端部平整,不得有马蹄形或挠曲。可用砂轮锯、气割或切断机下料,切断机宜用弧形刀具以改善钢筋端面平整度。
2)冷镦扩粗时选用的油压应由设备厂家给定,现场应进行试验,并根据钢筋强度作适当调整。镦头外形不合格时应切去重镦,不得对镦粗段进行二次镦粗。
3)镦头和攻丝工人均应相对固定,经培训合格后持证上岗。攻丝工人应逐个目测检查攻丝的质量,并抽检10%,用螺纹规进行检查。
4)如选用热镦工艺镦粗钢筋,则应在室内进行钢筋镦头加工。
5)加工钢筋丝头时,应采用水溶性切削润滑液,当气温低于0℃时,应有防冻措施,不得在不加润滑液的情况下攻丝,且润滑液应经常更换。
6)加工的钢筋丝头的直径和长度应用螺纹量规检查,保持在规定的波动范围内。
7)现场连接钢筋时,应用管钳扳手拧紧,应使两个丝头在套筒中央位置相互顶紧,并保持套筒的居中位置。拼接完成后,两端外露丝扣不超过一个完整丝扣。加长型接头的外露丝扣不受限制,但应另有明显标记以检查进入套筒的丝头长度是否满足要求。
3 质量要求
3.1 下料
钢筋下料端应平直,允许少量偏斜,应以能镦出合格头型为准。
3.2 镦粗
镦粗机通过调节油压表来调整镦头压力,镦粗压力根据设备厂家提供的压力值进行调整。在每批钢筋进场加工前应做镦头试验,以镦粗量合格为标准来调整最佳镦粗压力和缩短量,镦粗头不合格时应切去重镦,不应在原镦粗段进行二次镦粗。镦粗头的基圆直径d1应大于丝头螺纹外径,镦粗头长度L0应大于1/2套筒长度,过渡段坡度应不大于1∶3,且镦粗头不得有与钢筋轴线相垂直的横向表面裂纹。
3.3 套筒
套筒应由专业厂家提供,且应有产品合格证;套筒两端应用塑料密封塞扣紧;包装箱外应标明产品名称、型号、规格和数量、制造日期和生产批号、生产厂名。套筒材料、尺寸、螺纹规格、公差带及精度等级应符合图纸及规范规定的要求。
3.4 攻丝
在合格的镦头上用专用车床攻丝机进行攻丝,丝头的质量要求是:1)丝头加工现场检验项目、方法及要求见表1。2)加工工人应逐个目测检查丝头的加工质量,每加工10个丝头应用环规检查一次,并剔除不合格丝头。3)自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生产的钢筋丝头为一个验收批,随机抽检10%进行钢筋丝头质量检验。当合格率小于95%时,应加倍抽检。复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检验,并切去不合格丝头,重新镦粗和加工螺纹。4)丝头检验合格后,应用塑料帽或连接套筒保护。
3.5 钢筋连接
镦粗直螺纹钢筋现场的接头连接工作比较简单,利用专用管钳扳手拧紧即可。拧紧的作用有两个:1)将连接套筒锁定,防止丝头退出连接套筒;2)消除丝头和套筒之间的间隙。对连接好的钢筋接头,主要检查套筒两端的外露丝扣不得超过一个完整丝扣,以保证拧入丝扣长度。
3.6 检测要求
3.6.1 钢筋接头的工艺检验
在钢筋连接工程开始及施工过程中,应对在场的钢筋进行接头工艺检验,具体要求如下:1)每种规格钢筋的接头试件不应少于3根;2)对接头试件的钢筋母材应进行抗拉强度试验;3)3根接头试件的抗拉强度均应满足GB 1499-1998钢筋混凝土用热轧带肋钢筋的规定。
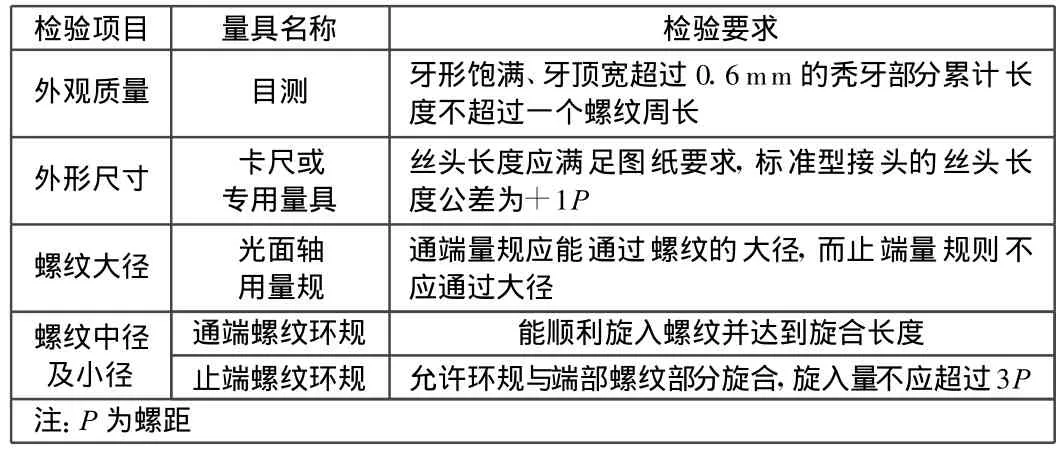
表1 丝头质量检验要求
3.6.2 镦粗直螺纹钢筋接头的现场验收和力学性能检验
镦粗直螺纹钢筋连接接头的现场检验按验收批进行,同一施工条件下采用同一批材料的同等级、同规格接头,以500个为一个验收批进行检验与验收,不足500个亦作为一个验收批。
4 工程实践
直螺纹连接技术在桥梁工程主要应用于桥梁桩基、墩柱φ 22以上竖向主筋。笔者认为该技术本身是完全可靠的,连接套筒质量只要是正规厂家生产均有保障,但在施工过程中常出现不合格接头,主要原因是上、下节钢筋笼主筋数量多,某一根钢筋头的局部不整齐导致整体难以无缝对接,部分套筒咬丝不到位,降低抗拉力学性能。如何提高对接精度、确保咬丝完整是工程实践者探讨的问题。
湖南省邵高怀高速作为一条典型山区高速公路,高墩立柱众多。施工过程中部分墩柱采用了镦粗直螺纹钢筋接头,采用单根对接而非整体对接,有效的避免了咬丝不到位现象。减少了高空焊接时间,大大降低劳动强度,节约时间,提高了工作效率。经过按批取样试验检测,这些镦粗直螺纹钢筋接头的实际抗拉强度均满足规范要求,现场检验一次合格率达到100%,较好的保证了钢筋连接质量,取得了较好的技术和经济效果。
综上所述,镦粗直螺纹钢筋连接技术的发展已日臻成熟,工艺简单,操作方便,工作效率高,钢筋连接质量能得到保证,在桥梁工程建设中有着广阔的应用前景,尤其在钻孔桩钢筋笼下放、高墩柱等大直径钢筋连接方面更具有全面推广的价值。
[1] JGJ 107-2003,钢筋机械连接通用技术规程[S].
[2] JG/T 3057-99,镦粗直螺纹钢筋接头[S].
[3] 卢治国,袁太平.山区高速公路桥梁施工技术探讨[J].湖南交通科技,2005(16):57-58.
猜你喜欢
结构工程师(2022年2期)2022-07-15
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
装备制造技术(2020年11期)2021-01-26
工程建设与设计(2020年20期)2020-11-08
纤维复合材料(2018年1期)2018-12-07
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2015年10期)2015-04-09
