
脱硫站交叉混合喷吹系统改造
2010-06-11 08:42黄胜生付爱玲
中国设备工程 2010年6期
黄胜生,付爱玲
(1.武钢炼钢总厂设备部,湖北 武汉 430083;2.武钢工技集团计控公司三炼钢站,湖北 武汉 430083)
一、系统现状及存在问题
武钢炼钢总厂三分厂1#脱硫站虽然有4个生产工位,但是同时最多只能有3个工位生产,且3#、4#工位铁水不能深脱硫处理,脱硫站的使用效率不高。
1.硬件问题
如图1所示,1#脱硫目前有1#系统三个料仓(1#、2#、3#仓)对应1#、2#两个工位,同一时间只能用两个仓,总有一个仓处于空闲的状态,可以实现复合喷吹;2#系统中3#、4#工位共用4#仓氧化钙 (CaO),同一时间只能喷吹一个工位,有一个工位总是处于空闲的状态,更不能实现混合交叉喷吹。实际生产中,1#工位和4#工位共一条铁轨线,2#工位和3#工位共一条铁轨线,两套系统不能交叉喷吹,给操作生产带来很大限制,如果3#工位(或4#工位) 喷吹氧化钙 (CaO)粉料后硫磺没有降下来再想进行碳化钙(CaC2)喷吹时,必须把铁水罐用机车重新对到2#工位(或1#工位) 用1#系统重新进行操作,不但耗时耗力还容易出现误操作,铁水温度也不能完全保证。
2.软件问题
如图1所示两个PLC都有独立系统和操作站,画面不能互相备用,两个系统同时生产时,必须由两个操作人员同时分工合作,分别操作不同的操作站,浪费人力物力。
通过对供料系统和助吹系统的计算,将两个系统整合成一个完整的脱硫站是可以实现的。这就不光需要将1#系统和2#系统用管线连接,而且需要使两个没有任何关联的操作系统从硬件设备和软件控制上具备同时喷吹和混合喷吹的功能,两个独立的PLC系统操作站实现互为备用。
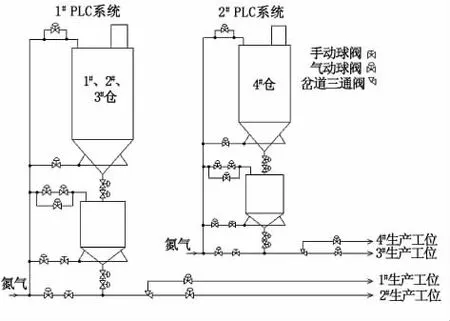
图1 铁水脱硫系统示意图
二、改造措施
根据攻关目标制定出攻关任务书,结构框架硬件设备的安装,操作系统的设计不能影响在线设备的生产。工艺设计如图2所示,具体措施包括将1#仓和3#仓各引一趟支管到3#、4#工位;在各换向位用气动阀门控制;各阀门实现电气自动控制;对PLC进行改造,操作画面优化。
1.施工安全环保措施
由于CaC是易燃介质,喷吹罐间禁止动火,如需动火必须经安全部门审批并有安全防火具体措施;在脚手架上施工,高于2m时必须佩挂安全带;拆除易扬散的粉尘、纤维等物质时,分包密封装载、运输,集中存放在指定地方;不得用气吹扫场地,积尘厚的地方撒水清扫;不准擅自焚烧垃圾;保护施工现场自然环境。
2.硬件安装

图2 工艺设计示意图
包括管架搭设、管道安装、阀门安装、控制设备安装、设备调试和碰点及热负荷试车。
设备安装完成后,利用单线检修的时间将新、老系统碰点连通。各条管线用助吹氮气检漏,无泄漏后对新增系统进行冷负荷试车。冷负荷试车成功后热负荷试车。
3.软件编程
此软件的设计编程有以下几个特点。
(1) PLC1—PLC2之间数据交换数量和类型的设计及实现。
(2)喷吹仓对应工位自动选择功能的设计及实现。
(3)阀门、工位和喷吹仓互相选择的联锁设计及实现。
(4) PLC1、PLC2两个互相独立的操作站画面实现冗余功能。
其设计方框图如图3所示。
4.操作方式
改造后具备以下操作方式:1#仓可以选择1#、2#、3#、4#工位任意喷吹;3#仓可以选择1#、2#、3#、4#工位任意喷吹;2#仓可以选择1#、2#工位任意喷吹;4#仓可以选择3#、4#工位任意喷吹。
以上操作方式可以实现以前不能解决的问题:可以实现4个料仓对应4个工位同时喷吹脱硫的功能;当氧化钙(CaO)脱硫不能达到指标要求的时候,可以选择用碳化钙(CaC2)进行补吹。
改造后系统实现了以下功能:四个操作站都可以对两个PLC系统进行操作,两个系统的画面互为备用;两个控制系统可以同时操作所有的阀门;可以实现联锁功能,避免误操作。
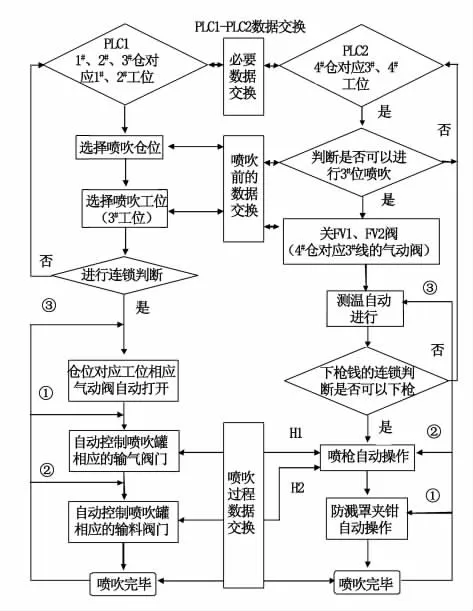
图3 程序设计方框图

表1 应用效果比较
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
环境卫生工程(2021年1期)2021-03-19
四川冶金(2021年6期)2021-02-15
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
天津化工(2019年4期)2019-08-20
铁路通信信号工程技术(2019年6期)2019-01-17
CHINESE JOURNAL OF AERONAUTICS(2017年5期)2017-11-17
农业环境科学学报(2017年2期)2017-03-20
经营者·汽车商业评论(2016年12期)2017-03-08
