
键合线弧高度对键合拉力的影响分析
2010-05-31 06:14沈海军刘新宁景为平孙海燕
电子与封装 2010年1期
沈海军,刘新宁,景为平,孙海燕,
(1.东南大学,南京 210096;2.南通大学江苏省专用集成电路设计重点实验室,南通 226019;3.南通富士通微电子股份有限公司,南通 226006)
1 引言
在集成电路封装的质量控制中,键合拉力作为产品质量考量的重要因素之一,有着非常重要的地位。对于同一根键合连接线,当线弧的高度不同时,其键合拉力的测量结果存在着一定的差异。文章即是为了验证这种差异,并从中发现产生这种差异的原因及规律,为实际生产中键合工艺的优化、键合弧高的控制、键合拉力的合理规范以及产品整体厚度的控制、制品异常分析提供依据。
2 键合拉力测试理论依据
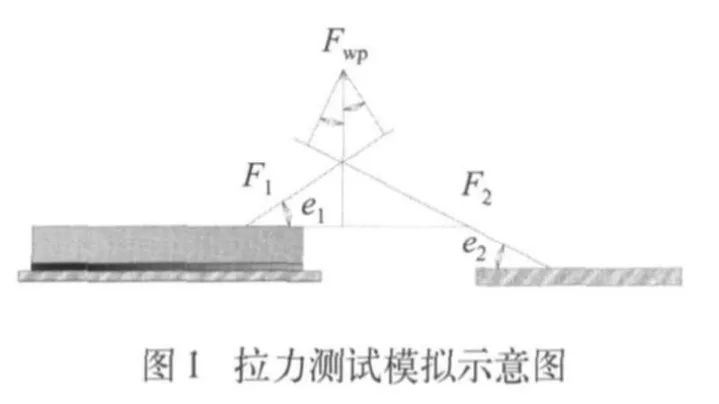
图1为键合拉力测试的理论图示。F1为第一焊点受到的拉力,F2为第二焊点受到的拉力,Fwp为线弧测试的读出拉力。根据力的分解原理:

文章主要从第一焊点断裂和第二焊点断裂两种失效模式来讨论键合的拉力情况。首先通过理论分析来判定当前焊线键合拉力的变化规律。
2.1 第一焊点断裂
通过公式(1)可以看出:F1跟角度θ1成正比。设定Fwp恒定,即当以一定的力垂直(根据标准MIL STD 883,Method2011)去拉该焊线时,随着角度θ1的变化,第一焊点的受力随着该角度的增大而增大。即线弧越高,拉力越大;反之,拉力则越小。由此可以说明,导致第一焊点颈部断裂的力的大小,跟线弧的高低有很大的关联。这一结论在实际的测量结果中可以通过有效的数据得到佐证。
2.2 第二焊点断裂
通过公式(2)可以看出:F2跟角度θ2成正比。设定Fwp值恒定,即当以一定的力垂直去拉该焊线时,随着角度θ2的变化,第二焊点的受力随着该角度的增大而增大。即线弧越高,拉力越大;反之,拉力则越小。据此可以说明,导致第二焊点根部断裂的力的大小,跟线弧的高低有必然的联系。同样,这一结论在实际的测量结果中可以通过有效的数据得到佐证。
3 键合拉力验证过程及结果
图2为本文实际操作的焊接示意图。H表示线弧高度;Die指芯片,用于焊接线弧的第一焊点;Lead指内引线脚,用于焊接线弧的第二焊点。焊线采用纯度为99.99%、线径为25μm的金线,所有线弧的投影等长,通过改变线弧的高度(即H值的大小)来测试键合拉力的变化,并验证理论分析的结论。
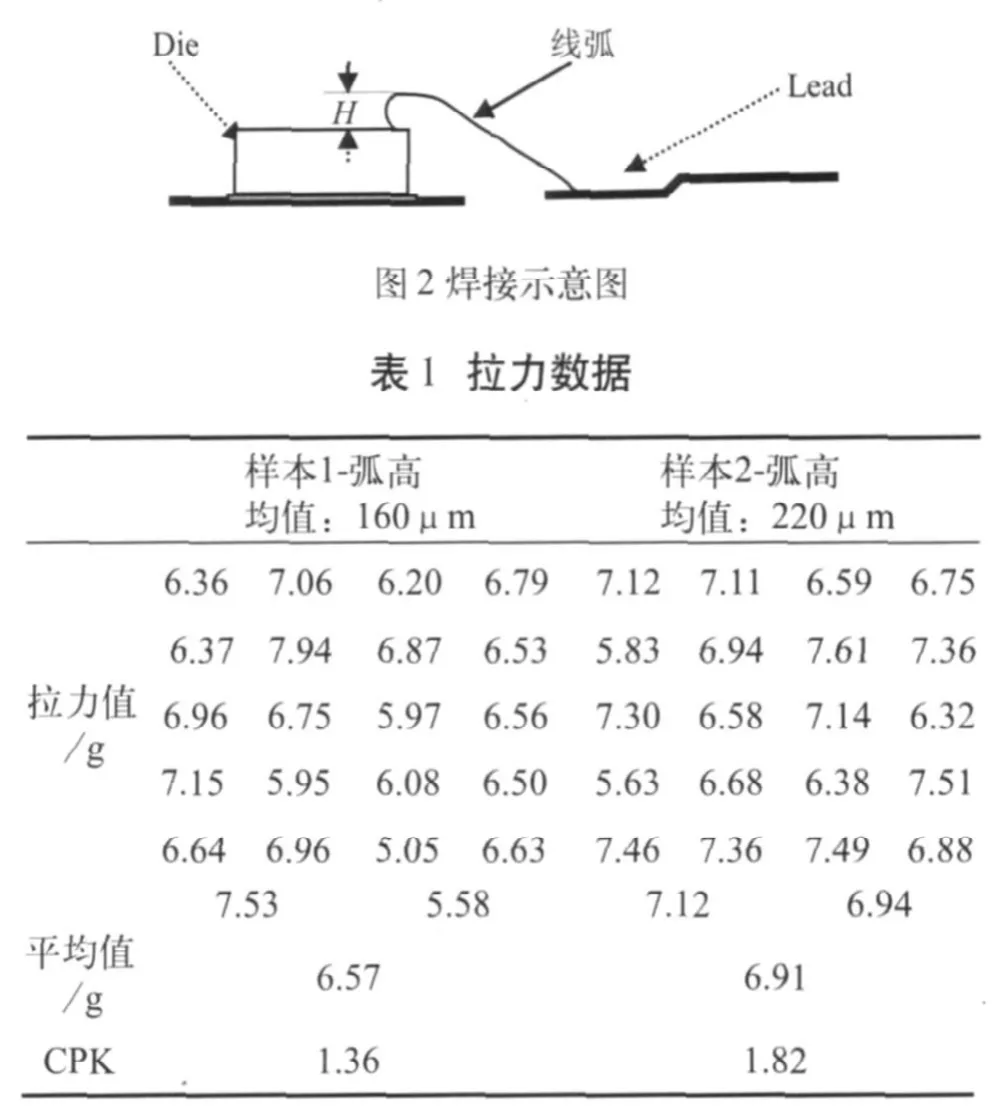
表1为两种不同线弧高度情况下所测得键合拉力结果。结果表明:键合拉力的平均值随着线弧高度的不同,之间存在着明显差异。样本1因线弧较低,拉力的平均值及CPK都偏小;样本2因线弧较高,拉力的平均值及CPK值也较大。通过这一结果,可以得出:键合弧度的高低直接影响拉力的数值及稳定性。
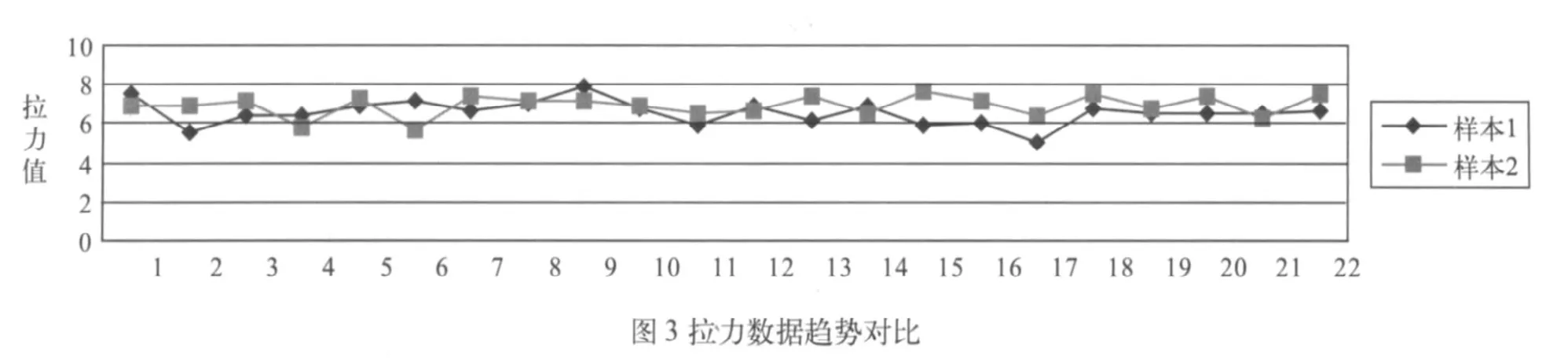
图3表示两组不同线弧高度情况下键合拉力结果的趋势对比。由图可以看出:样本2的所有拉力数据均基于5g~8g之间,整体过程也比较稳定;样本1的所有拉力数值也同样基于5g~8g之间,但其拉力平均值及CPK都低于样本2。这一结果同理论分析是一致的,这可以为实际生产中键合的工艺优化、产品的弧高控制及拉力的判定基准提供理论依据和实际证明。
4 结论
通过以上理论分析及实际的测量结果,可以得出:在集成电路的封装工艺中,键合线弧高度的变化作为键合拉力的一个重要影响因素,直接影响其结果。键合线弧的高度越高,其拉力值就越大,整体拉力也趋向平稳;反之,拉力则越小,整体拉力也不够稳定。这对于实际生产中键合的弧高控制以及合理规范拉力的标准提供了理论及现实依据。
[1]Lee Levine.Understanding the Wire Bonding Pull Test[M].2005:4.
[2]Saraswati, Ei Phyu Theint, D. Stephan,et al..Looping Behaviour of Gold Ball Bonding Wire[M].2004:3.
[3]MIL-STD883E[P].31 DEC 1996: 5-7.
[4]电子封装技术丛书编委会.集成电路封装试验手册[M].北京:电子工业出版社,1998.136-137.
[5]K&S.Maxum Basic Process Parameters Guidelines[M].2005:21-22.
猜你喜欢
科学(2022年4期)2022-10-25
航空发动机(2020年3期)2020-07-24
橡塑技术与装备(2018年21期)2018-11-13
电子制作(2018年2期)2018-04-18
发明与创新·中学生(2018年2期)2018-02-07
时代英语·高二(2017年4期)2017-08-11
天津体育学院学报(2016年3期)2016-12-18
工业设计(2016年5期)2016-05-04
焊接(2016年2期)2016-02-27
电子测试(2015年18期)2016-01-14
