
H9000监控系统在污水处理工艺方面的应用
2010-05-16 09:09:54邓小刚陶海涛刘小恒
水电站机电技术 2010年3期
邓小刚,陶海涛,李 涛,刘小恒
(1.北京中水科水电科技开发有限公司,北京 100038;2.中水顾问集团成都勘测设计研究院,四川 成都 610072)
H9000监控系统在污水处理工艺方面的应用
邓小刚1,陶海涛1,李 涛2,刘小恒1
(1.北京中水科水电科技开发有限公司,北京 100038;2.中水顾问集团成都勘测设计研究院,四川 成都 610072)
随着污水处理技术、工艺的发展,自动控制系统越来越广泛地应用到污水处理工艺过程和监测过程当中。介绍污水处理工艺基本原理及H 9000监控系统在污水处理领域的应用。
污水处理;自动控制;H 9000监控系统
0 引言
在城市污水处理厂的生产控制方面,早期主要是由技术人员现场检测和调试,由于污水处理厂的处理构筑物和需要进行实时监测的项目指标较多,例如:进出水pH值、进水流量、曝气池溶解氧量等等,如要对这些指标逐一实时监测,无疑会耗费大量的人力和物力。发达国家在二级处理普及以后投入大量资金和科研力量加强对污水处理设施的监测、运行和管理,实现了计算机控制、报警、计算和瞬时记录,改善了以往污水处理全部用人工或简单的电器控制的落后局面。将自动控制引入污水处理过程,提高了整个处理过程的工作效率,利用先进设备及先进工艺处理过程,不仅减轻操作人员的工作负担,且安排最佳运行方式、节约能源。我国污水处理厂的自控系统距离发达国家虽然还有一定的差距,但是,随着计算机技术的发展,软件、硬件产品为其提供可靠的自动化控制系统成为现实。
1 龙泉西河污水处理厂简介
龙泉驿区西河污水处理厂,位于四川省成都市龙泉驿区西河镇天平村十组,其中一期建设1号、2号CASS池,设计日处理污水能力为1.98万m3,二期建设3号、4号CASS池,满足设计日处理污水能力达到3.96万m3的要求。其中公共部分按3.96万m3规模进行建设。
污水处理方案采用粗、细格栅+曝气沉沙+CASS+过滤+紫外线消毒的深度生物脱氮脱磷工艺,污泥处理采用带式浓缩脱水一体机方式;主要建筑物有:粗格栅渠+提升泵房、细格栅渠+曝气沉沙池、CASS池、高效纤维滤池、消毒渠、计量井、鼓风机房、反冲洗泵房、储泥池、污泥浓缩脱水机房、出水井设施等。
运行管理采用国内外先进的集散型计算机系统进行自动控制和管理。控制系统由中心控制室和现场PLC子站组成。分散监测和控制,集中显示和管理。
2 工艺流程及CASS工艺简介
从进水口引入的污水中含有较大颗粒的悬浮物和漂浮物,经过两级格栅除渣后,对后续处理构筑物,处理装置、管道阀门具有重要的保护作用。污水经提升泵房潜污泵提升至沉沙池,在沉沙池中通过曝气装置和沙水分离器可除去比重较大的无机颗粒后自流进入CASS池,经过CASS池进行生化处理。沉沙池沉降下来的无机颗粒排入污泥浓缩池中,和CASS池底所排污泥混合,混合污泥经污泥泵提升至污泥脱水机房经压滤机脱水后外运,可作农肥或建筑材料。同时经过CASS池滗水器出来的上清液被送至纤维滤池进行过滤处理,从滤池出来的水通过紫外线消毒系统进行消毒,最后经过出水井,水质检测达标后排放至河流,整个工艺流程结束。见图1所示。
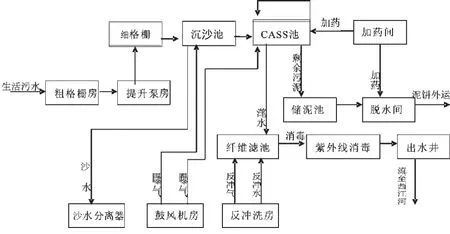
图1 龙泉西河污水处理厂工艺流程示意图
龙泉西河污水处理厂主要采用的是国内较为先进的CASS工艺处理技术,CASS(Cyclic Activated Sludge System)工艺是循环活性污泥技术(CAST)的一种型式。其主要原理是:把序批式活性污泥法(SBR)的反应池沿长度方向分为两部分,前部为预反应区,后部为主反应区。在预反应区内,微生物能通过酶的快速转移机理迅速吸附污水中大部分可溶性有机物,经历一个高负荷的基质快速积累过程,对进水水质、水量、pH和有毒有害物质起到较好的缓冲作用,可有效防止污泥膨胀;随后在主反应区经历一个较低负荷的基质降解过程,完成对污水中有机物质的降解。
CASS工艺集反应、沉淀、排水功能于一体,污染物的降解在时间上是一个推流过程,而微生物则处于好氧、缺氧、厌氧的周期性变化之中,从而达到对污染物去除作用,同时还具有较好的脱氮、除磷功能。在预反应区设置了生物选择区,主反应区设置了可升降的自动滗水装置,其工作过程可分为进水、曝气、沉淀和滗水三个阶段,周期循环进行。污水连续进入预反应区,经过隔墙底部进入主反应区,在保证供氧的条件下,使有机物被池中的微生物降解。
3 厂区主要设备控制
3.1 粗格栅及提升泵房
(1)格栅机及其附属设备控制
a)时序控制:根据外来污水状况和运行经验,设定相关定时参数,自动控制格栅机启动时间和停止时间,对于多台格栅机采用交替延时控制。
b)液位差控制:格栅机前后均设置一台超声波液位传感器,检测出格栅机前后液位差。设定低液位差LDF2和高液位差LDF1,当检测到液位差大于LDF1时,说明水中杂物过多而阻碍了流动造成格栅前后液位差过大,启动格栅机除渣;反之当检测到液位差低于LDF2时,停止格栅机(减少了运行时间,有效节约成本)。
c)栅渣输送机控制:主要是联动控制,采用先启后停的原则,防止栅渣堵塞。
(2)潜污泵控制原理
a)时序控制:根据污水流量和水质,设定延时参数,自动轮换启停水泵,由浮球开关和液位计双重保护(主要为低液位保护)。
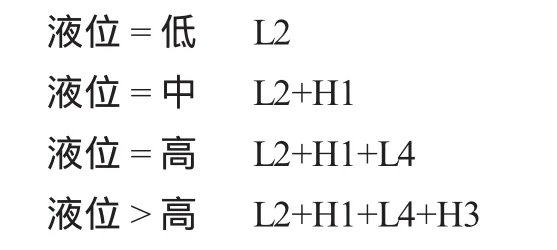
b)液位控制:4台潜污泵按功率分为2大2小,编号为H1、L2、H3、L4把液位分为低、中、高三个范围,启动方式如下:
c)总原则:作为多台提升泵自动控制,满足先启先停原则,以优化资源利用率;提升泵安全,系统设置了提升泵干运转保护;同时,系统还设置了泵频繁启停保护,群启动保护等,以延长其使用寿命。
3.2 沉沙池设备控制
桥式吸沙机和沙水分离器
时序控制:根据污水流量和水质,设定延时参数。两台吸沙机平行反向运行,增强吸沙效果。两台沙水分离器与其联动控制。
3.3 CASS池及鼓风机房设备控制
(1) 曝气系统(罗茨鼓风机)控制
a)时序控制:当水质检测仪表故障或出水有特殊要求时,可以适当延长或缩短曝气时间,从而达到适当减少或增大进水量的目的。(这种方式一般不作为主要控制方式。)
b)溶解氧浓度控制:曝气量自动控制系统作为一个恒值控制系统,系统给定一个保持不变最佳溶解氧值,PLC控制调节输出量(即鼓风机开启台数),使被控量(实测溶解氧浓度)不断接近给定值。这个系统中,要求稳定性和动态特性良好,被控量向给定值过渡时间短,同时过程平稳,振荡幅度小。曝气供氧系统是由鼓风机、电动调节阀和溶解氧仪共同组成闭环系统,为反应池好氧段提供氧气,并维持好氧过程溶解氧浓度值。好氧过程溶解氧浓度值控制鼓风机频率,维持溶解氧浓度值在规定范围内变动。
(2)滗水器控制
滗水器是CASS工艺中的关键设备,可依据进、出水水质变化来调整工作程序,保证出水效果。
时序控制:每次滗水阶段开始时,滗水器以事先设定的速度首先由原始位置降到水面,然后随水面缓慢下降,下降过程为:下降10s,静止滗水30s,再下降10s,静止滗水30s…,如此循环运行直至设计排水最低水位,通过滗水器的堰式装置迅速、稳定、均匀地将处理后的上清液排至纤维滤池进水廊道,滗水器下降速度与水位变化相当,排出的始终是最上层的上清液,不会扰动已沉淀的污泥层。滗水器上升过程是由低水位连续升至最高位置,即原始位置,上升时间通过调试摸索确定。滗水器在运行过程中设有限位开关,保证滗水器在安全行程内工作。调试工作主要是根据进出水水质及水量来探索滗水器的排水时间、滗水器最佳下降速度及排水结束后滗水器的上升时间。
3.4 纤维滤池过滤系统控制
纤维滤池是用来对从CASS池处理过后的水进行进一步过滤处理,主要过滤一些在CASS池内无法进行生物降解的物质,这些物质经过长时间堆积就会产生堵塞,故需要定时清理,反冲洗泵房内的反冲洗水泵和反冲气鼓风机就是用来完成此项工作的,经过气、水双清洗后的滤渣,通过排污阀排出,这样使滤池的工作效率和出水水质都有显著的提高。
(1)时序控制:根据CASS池出水流量和运行经验设定一个冲洗时间,定时冲洗(可靠性强)。
(2)液位控制:根据每个单格滤池的液位计控制,正常滤水时为匀速过滤,液位会保持在一定的高度,但如果滤渣过多导致滤孔产生堵塞后,就会造成过滤速度下降,滤池液位就会随之升高,于是设定一个高液位来判断该滤池需要进行冲洗(节能,但可靠性较低)。
3.5 紫外线消毒和脱水加药系统
通讯采集数据:紫外线消毒和脱水加药装置为自成系统,不参与整个水处理系统的工艺流程控制,只负责把相关数据送至中控室,试运行人员能够对设备进行监视。
4 自动化控制系统简介
4.1 龙泉西河污水处理厂自动化控制系统基本构成
上位机:H9000V4.0计算机监控系统;
控制器:MX9300系列PLC;
中间协议:采用MODBUS TCP/IP标准通讯协议衔接上下位机,进行数据交换。
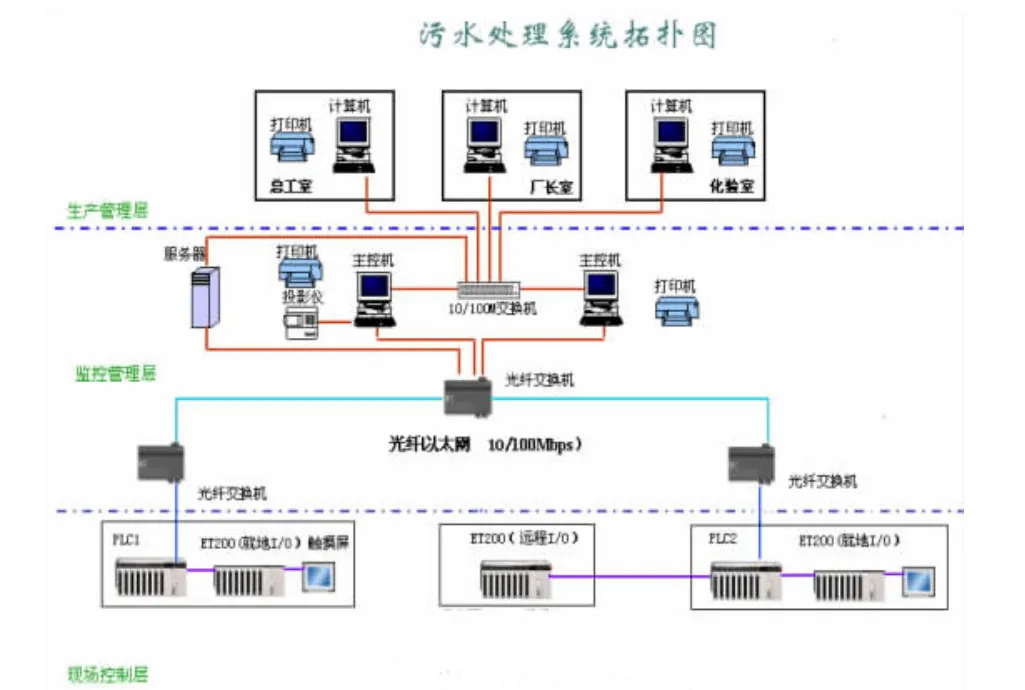
图2 监控系统结构图
由于现场监控点多、布局分散,且各工序工艺独立,为简化电缆敷设、降低系统成本、提高系统稳定性,采用两套PLC对生产工艺进行监控。(图2所示)其中PLC1监视控制粗格栅提升泵站、细格栅、沉沙池、CASS池的所有设备及检测仪表。PLC2监视控制纤维滤池、储泥池、脱水加药间、反冲洗泵房、出水井、紫外线消毒装置的所有设备及检测仪表。1、2号PLC数据通过TCP/IP进行数据交换,实现数据共享。
4.2 上位机系统
(1)二套操作员站能够对污水处理系统的各工艺设备进行实时监控,同时也是整个系统实时数据处理中心。完成对系统所有受控制设备采集、计算、报警记录等。对所控设备进行管理记录,具有生成数据报表以及对报表实现打印等功能。
(2)实时动态地显示全厂工艺流程图,流程图上包含各种设备实时运行状况、各种实时工艺参数。由于计算机屏幕大小限制,不能在一幅画面显示详细的全厂工艺流程图、所有设备状况、工艺参数,需要多幅画面进行流程图显示,通过画面切换进行流程图显示切换。实时动态画面采用俯视、剖视和三维立体相结合的流程图显示方式。操作员站注释、信息提示均采用中文。对于系统工艺流程及设备的不同工况均采用动态显示。
(3)画面显示可分为总貌图,子系统画面,记录画面,故障画面,参数设定,历史数据,实时和历史报表及其它等。
(4)操作员站的工艺的界面设计简单明了,安全可靠。操作由鼠标控制完成,键盘用于各个参数的设定及修改。
(5)典型功能
a)实时监控功能:系统中的设备状态、系统的状态、开关时间、故障出现的类型、时间等。
b)记录存储功能:软件具有实时功能,能够了解水处理的动态情况,便于生产调度的管理。
c)高度自检功能:系统具有自检典型故障,可反馈于中控室计算机,利于维修人员及时排除。
(6)H9000监控系统上位机总流程图(图3)。
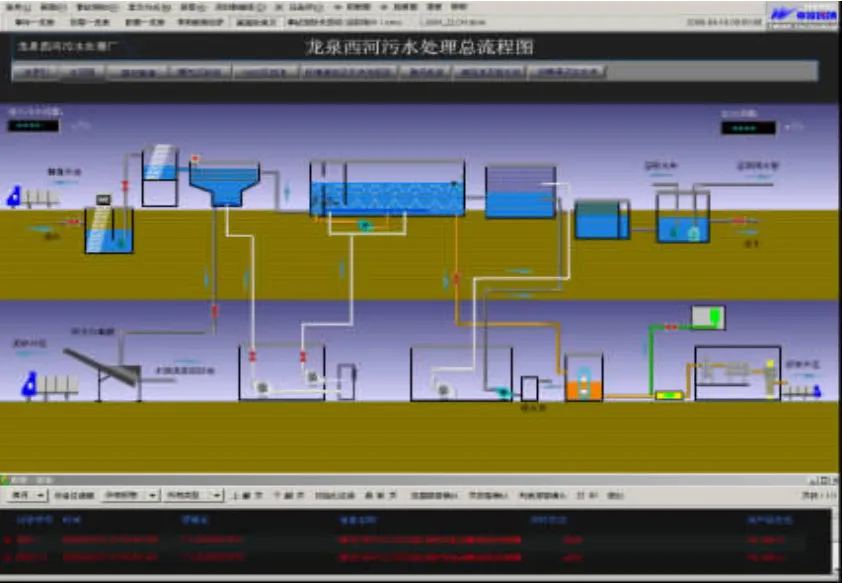
图3 H9000监控系统上位机总流程图
4.3 下位机系统
(1)系统中的输入、输出点类型为数字量输入、数字量输出、模拟量输入、模拟量输出4种。
(2)各PLC站的主要设备有一套用于本站自动控制、工艺参数采集和网络连接的PLC系统,包括CPU模块、电源模块、DI、DO、AI、AO模块和各种网络通讯接口适配器等,不间断电源,工业网络交换机,电源、信号防雷器以及各种隔离器。为了使系统能够可靠运行、操作方便,并考虑到维护、维修简单实用,主机选型本着标准化、通用化、简约化的原则,可编程序控制器均采用稳定性高、安全可靠及经济的国外进口可编程控制器件,系统带有通讯接口、网络通信接口,方便修改系统程序、数据上传,具备与外界计算机的通用通讯接口。
(3)为了使整个控制系统安全稳定运行,我们通过使用隔离变压器、不间断电源(UPS)增加控制系统的安全性、抗干扰性和稳定性,使控制系统供电更加趋于可靠。同时采用军工级、性能稳定的电源对PLC控制系统供电。对于各设备的驱动,采用隔离继电器隔离模块与设备驱动回路,以提高模块的安全性,保证PLC稳定运行。
5 自动化控制系统特点
(1)技术先进:现代化工厂要求与时俱进,该自动化控制系统无论是从使用现场总线、通讯网络、可编程控制器、组态软件,还是从自动化控制技术来讲,都具时代领先性。
(2)稳定可靠:选用自动化产品绝大部分来自国外知名品牌,建立自动化控制平台,严格测试,可以保证系统稳定可靠运行。
(3)自动化程度高,使用简单:全厂控制中心——中心控制室上位机界面,采用全中文设计界面, 立体三维流程图形来表达工艺,便于操作员掌握,同时下位机PLC采用西门子PLC,系统稳定性好,自动化程度高,整个系统维护量小。
(4)开放性:该系统采用的现场总线是国际通用具有开放协议的现场总线,同时各控制站均留有I/O余量,用于以后系统改造和扩展。
(5)安全性:该系统采用全面设备保护体系,包括潜水泵干运转保护、自控平台防雷保护、进水水质异常保护、报警系统等,防止某些意外或操作员疏忽而发生事故。
6 控制模式
(1)手动模式:手动模式又可以分为HMI控制和现地控制。HMI控制就是通过LCU控制柜上的触摸屏下令,现地控制模式就是通过现场控制箱上按钮实现对设备操作(后者属于传统的电气控制方式)。
(2)远程模式:就是通过中心控制室上位机操作员站实现对设备操作(部分不参与工艺流程的闸、阀门,搅拌器,泵类等设备大多采用此类控制方式,当需要运行时直接下令即可)。
(3)自动模式:设备运行完全由各PLC、污水厂工况及工艺参数来完成对设备启停控制,而不需要人工干预(自动模式区别于手动和远程模式在于,一旦设备采用自动模式后,监控系统将失去控制权,设备的运行方式完全根据自身设备的PLC或延时器决定)。
(4)时序模式:水厂中的参与工艺流程的主要设备都可以采用时序模式,需要监控系统参与控制,不仅要在下位机PLC中设置时间模块,同时要能够在上位机操作员站进行实时修改。这样使工艺流程能够根据不同的水质和设备情况进行实时修改,每个设备的运行时间都可以在上位机进行修改,而不用修改PLC程序,对运行人员的操作和维护带来很大的方便,这也是H9000监控系统在工艺流程中的一大特色。
7 总结及展望
龙泉西河污水处理厂项目从2008年10月开始的前期土建预埋管、设备安装等工作到2009年2月监控系统设备进场,直到电缆敷设、水质检测及流量检测仪表的安装完成,近7个月的安装、调试时间结束后,标志着H9000监控系统已经成功进入了城镇污水处理这个非常有市场前景的行业。同时该系统监控画面美观,操作方式简捷、易懂,采集数据准确快捷,控制重要设备运行安全,不仅保留了水电站集中管理、集中控制的优秀理念,同时从画面效果处理和操作控制上都充分体现污水处理的特色,令用户都有一种耳目一新的感觉。系统自动化程度高,工作人员维护量小,试运行至今,运行非常稳定,得到了用户的好评。
这个领域的市场前景是十分广阔的,称得上是朝阳产业。目前环保行业的自控水平比较低,有很大的发展空间,就污水处理领域来说,新的建厂要投入自控系统,老厂也要进行改造,因此污水处理领域将有很大的市场潜力。龙泉西河自动化控制系统投运的成功经验可为其它污水处理厂提供经验与借鉴。
TP273+.5
B
1672-5387(2010)03-0010-04
2010-04-28
邓小刚(1976-),男,工程师,主要从事水电站计算机监控系统的开发、研制工作。(E-mail:xiaogang_deng@163.com)
猜你喜欢
化工管理(2022年14期)2022-12-02 11:44:26
中国应急管理科学(2022年2期)2022-05-23 18:49:25
今日农业(2021年20期)2021-11-26 01:23:56
循证护理(2021年16期)2021-11-23 07:53:08
供水技术(2020年6期)2020-03-17 08:18:20
现代园艺(2018年2期)2018-03-15 08:00:00
资源节约与环保(2018年1期)2018-02-08 02:18:31
中国制笔(2017年4期)2018-01-19 01:50:08
环境科技(2015年6期)2015-11-08 11:14:26
环境科技(2015年6期)2015-11-08 11:14:20
