
机房及机柜内部的理线方法
2010-03-22 03:22:20德特威勒电缆系统上海有限公司曾松鸣
智能建筑与智慧城市 2010年10期
文|德特威勒电缆系统(上海)有限公司 曾松鸣
随着布线水平的提高,布线系统的工程商已经通过施工工艺及层层把关,有把握达到每根线缆能够通过国家标准所要求的99%的性能测试合格率。这时,人们的注意力就转向了美观。
国家标准规定,垂直桥架内的线缆每隔1.5m应绑扎一次,对水平桥架内并没有要求。而终端面板、机柜、配线架、配线箱按照标准必须做到两底角平行,因此布线系统的美观主要集中在机房内的线缆部分。
机房内的线缆往往会进入机柜配线架或壁挂配线架。因机柜配线架已经成为布线工程中的主流,在此将主要涉及机柜型配线架的理线工艺。
在机柜正面,生产厂商已经制造出了各种造型的配线架、跳线管理器等部件,其正面的美观已经不成问题。而机柜后侧的美观,往往不为人们所注意,造成工程完工后施工方不敢让人参观机柜的内部。
在机房内,应当做到每根线从进入机房开始,直到配线架的模块为止,都应做到横平竖直不交叉。并按电子设备排线的要求,做到每个弯角处都有线缆固定,保证线缆在弯角处有一定的转弯半径。
上述要求同样适用于机柜后侧。既然水平双绞线布置成瀑布型已经不是理想的选择,因此对机柜内的水平双绞线就应该进行理线。
理线这一名词已经在许多施工人员口中听到,但其含意却各不一样,其原因在于理线的工艺手法不一样。
1 三种理线工艺简介
为了做到线缆美观,笔者看到过三种理线效果:
(1)瀑布造型理线:这是一种比较古老的布线造型,有时还能看到其踪影。它采用了“花果山水帘洞”的艺术形象,从配线架的模块上直接将双绞线垂荡下来,分布整齐。
在现在,仍能见到有些配线机柜后侧采用瀑布型理线工艺,即线缆不做任何绑扎,直接从配线面板后侧荡至地面。这样做的优点是节省人工、减少线间干扰。
瀑布型理线工艺是最常见的理线方法,它使用尼龙束带将线缆绑扎在机柜内侧的立柱、横梁上,不考虑美观,仅保证空间可以腾出来给网络设备使用。
这种造型的优点是节省理线人工,缺点则比较多,例如:
◆ 安装网络设备时容易破坏造型,甚至出现不易将网络设备安装到位的现象;
◆ 每根双绞线的重量全部变成拉力,作用在模块的后侧。如果在端接点前没有对双绞线进行绑扎,那么这一拉力有可能会在数月、数年后将模块与双绞线分离,引起断线故障;
◆ 万一在该配线架中某一个模块需要重新端接,那维护人员只能探入“水帘”内进行施工,有时会身披数十根双绞线,而且因机柜内普遍没有内设光源,造成端接时不容易看清楚,致使端接错误的概率上升。
(2)逆向理线:也称为反向理线。逆向理线是在配线架的模块端接完毕后,并通过测试后,再进行理线。其方法是从模块开始向机柜外理线,同时桥架内也进行理线。这样做的优点是理线在测试后,不会因某根双绞线测试通不过而造成重新理线,而缺点是由于两端已经固定,在机房内的某一处必然会出现大量的乱线。
逆向理线一般为人工理线,凭借肉眼和双手完成理线。由于机柜内有大量的电缆,在穿线时彼此交叉、缠绕,因此这一方法的耗时很多、工作效率无法提高。
逆向理线的优点是测试已经完成,不必担心机柜后侧的线缆长度。而缺点是因为线缆的两端已经固定,线缆之间会产生大量的交叉,要想理整齐十分费力,而且在两个固定端之间必然有一处的双绞线是散乱的,这一处往往在地板下或天花上。
(3)正向理线:也称前馈型理线。正向理线是在配线架端接前进行理线。它往往从机房的进线口开始,将线缆逐段整理,直到配线架的模块后端为止,在理线后再进行端接和测试。
正向理线所要达到的目标是:自机房的进线口至配线机柜的水平双绞线以每个16/24/32/48口配线架为单位,形成一束水平双绞线线束,每束线内所有的双绞线全部平行;在机柜内每束双绞线顺势弯曲后铺设到各配线架的后侧,整个过程仍然保持线束内双绞线全程平行。在每个模块后侧从线束底部将该模块所对应的双绞线抽出,核对无误后固定在模块后的托线架上或穿入配线架的模块孔内。
正向理线的优点是可以保证机房内线缆在每点都整齐,且不会出现线缆交叉。而缺点是如果线缆本身在穿线时已经损坏,则测试通不过会造成重新理线。因此,正向理线的前提是对线缆和穿线的质量有足够的把握。
2 正向理线所要达到的目标
正向理线可以在机房中自进线口至配线架之间全部整齐、平行,十分美观。缺点是施工人员要对自己的施工质量有着充分的把握,只有在基本上不会重新端接的基础上才能进行正向理线施工。在本文中基于目前的布线工程公司已经能够把握工程质量的现实,推荐采用正向理线工艺。
正向理线的目标是同时具有五大效果:
(1)配线架预留:配线架背后双绞线预留。
(2)提高可靠性:提高模块端接后的长期可靠性。
(3)机房内美观:做到机房内、机柜内任意一处都允许外人拍照。
(4)施工快捷:耗费1.5人,在30分钟内完成24口配线架的理线。
(5)机柜内单侧进线:从机柜内的一侧进线,另一侧留给电源、光缆和跳线。
这五大效果对于综合布线工程而言有着非常大的意义,详述如下:
(1)配线架后侧预留双绞线:在早期的布线工程中,机柜式配线架上的模块端接时,施工人员往往是站在机柜内进行施工,由于机柜内的空间狭小,致使施工人员难以展开,导致施工速度和施工质量下降。现在的布线工程中,施工人员大多在机柜正面进行配线架上的模块端接,他们像面板上的模块端接一样,先端接模块,然后将模块插入配线架中。这就要求模块后的双绞线长度应该留得比较长,如果考虑到模块在今后维护时也会从正面取出,并进行测试和检查,就有必要将这些预留的双绞线保留在配线架后的托架上。
配线架后侧的托架上预留双绞线的另一个目的是为测试不合格的模块保留再次端接的机会。做过施工的人都知道,在自测试工程中,模块端接出错和测试不合格的现象时有发生,在对模块进行重新端接后这些问题基本上都能够解决。但模块重新端接前需要将已经打过线的双绞线线头剪去,利用新的线头重新端接,这同样也需要一小段双绞线。
基于以上两种原因,在配线架的托架上预留一些双绞线是最为理想的做法。
(2)提高可靠性:早期的模块包装袋中往往有一个100mm长度的尼龙扎带,在模块设计时也会在模块的尾部保留绑扎双绞线的托板。可能是用于成本的原因,现在的非屏蔽模块中大多已经取消了托板和尼龙扎带,而屏蔽模块则仍然保留了绑扎托板和尼龙扎带。
模块上的双绞线绑扎托板可以起到固定双绞线,使双绞线所受到的外部拉力不会传导到模块端接端的作用,它可以大大提高模块端接的长期可靠性。在取消绑扎托板后,就有必要考虑在施工工艺中让双绞线为模块的端接点施加压力,而不是施加拉力。因为施加拉力的结果可能会导致若干年后模块的端接点松动甚至双绞线脱落,造成断线故障。
如果能在模块背后的双绞线固定方式上做文章,使双绞线对模块形成微小的压力,这样就可以达到提高长期可靠性的作用。
(3)机房内美观:机房美观是施工各方都希望做到的效果,但怎样找到快速而又美观的方法却是一个困难的事。理线工艺的目标是:能够做到在机房内和机柜内的任意一处都允许外人拍照。
(4)施工快捷:机柜内不可能不理线,无论使用哪一种理线方法都会消耗一些人工,只是多与少而已。正向理线由于线缆的一端是可以自由活动的,因此理线速度比较快。根据测算,如果从桥架入口处到机柜之间的距离为9m,机柜高度为2m,24口配线架理线时所耗费的人工为1.5人,那么一束线缆的理线所耗费为30分钟,因此每个机柜的理线仅需半天就可以完成,这个时间远远少于逆向理线所需的时间,比瀑布型和简单理线所需的时间略长,属于工程中可以接受的范围。
(5)机柜内单侧进线:大多数综合布线机柜内的双绞线敷设方法为两侧走线,其目的是减少均匀分布。而其缺点是电源插座只能横向固定在两根后立柱中间,或者是安装在没有走线的地方。其实,在机柜内除了水平双绞线之外,还有电源插座、光缆、大对数电缆,如果要在机柜之间进行长跳线互连,则长跳线也可能会占据机柜后侧的某一边。
机柜内的所有双绞线最好是沿一侧走线,从机柜的底部上升到配线架高度后横向转弯,延伸到配线架的托线架上。而另一侧则以电源插座及强电干扰不敏感的光缆和大对数双绞线电缆,也可以用于敷设长跳线。
这五大效果达到后,从机房双绞线入口处到配线架模块端的所有双绞线已经全部整理整齐,也可以做到从一个机柜到另一个机柜之间的双绞线整理整齐,并在配线架上留有测试失败时需要重新端接的预留双绞线。
3 正向理线对布线材料的要求
正向理线的作用之一是在配线架后侧预留双绞线,为了减少双绞线因弯曲半径所造成的性能损耗,预留双绞线的弯曲半径必须大于双绞线外径的4倍。而每个1U配线架的高度仅为44mm,所以利用配线架与跳线管理器的合并高度确保双绞线的弯曲半径在合理的范围内。
根据这一计算,可以确定对正向理线的材料要求:一个配线架配备、一个跳线管理器。如果使用两个配线架共享一个跳线管理器,那么理线工艺需要进行较大的调整,而且可能会造成美观性的下降。在此,将以一个配线架配备一个跳线管理器的配置方法,介绍正向理线工艺。
4 理线板制作方法
理线板是正向理线的必备工具,并使用相应的理线表配合理线。理线板可以采用橡胶板、纤维板、层压板或木板在现场自制,也可以在公司里制作后使用。
理线板的制作方法十分简单:测量所用双绞线的缆径,并附加2~4mm后形成理线板的孔径,然后根据板的强度选择孔与孔之间的间距,在板上横向划5根线、纵向划5根线后留有写编号的空间后确定板的长宽尺寸。剪切或锯下多余部分后,使用手枪钻在划线的交叉点上以确定孔径,钻25个孔后,用粗砂纸将所有的边沿倒角,在横向写上1~5的编号,在纵向写上A~E的编号后大功告成。
理线板是一块25孔方板,单面写字,每孔可以穿一根水平双绞线。可以想象:当双绞线穿入理线板后,彼此之间的相对位置就基本固定,根据其位置进行绑扎时不容易出现大的错位现象,更不易出现线缆的交叉现象。
5 常见的理线表
理线板需使用相应的理线表配合理线,理线表是一张人为定义的表格,当使用24口配线架,可以使用5×5理线板,该理线表为5行5列的表格,每个单元格对应一个孔。理线表的填写方法可以有多种,每种填写方法对应于一种排列顺序,它的特点是在配线架背后的线全部水平平行排列。
在实际填写理线表时,应将与配线架1~24口对应的线缆线号填入理线表,这样线号与配线架的模块号就一一对应。在一般情况下,当配线架布置图完成后,可使用Excel的联动功能,自动形成针对每个配线架的理线表。
理线表的构成可以根据机柜配线架的进线方向和出线方法双重确定。
(1)右进上出理线表
这种理线表的排列如表1所示。它的特点是从机柜后侧向前看,双绞线从配线架的右侧进入配线架背后的托线架上,整束双绞线从上方开始出现,1号线进入最右侧的第1个模块孔,依次类推,最后24号线进入最左侧的模块孔。特点是整束线底面与托线架完全平行。

表1 右进上出理线表
(2)右进下出理线表
这种理线表的排列如表2所示。它的特点是从机柜后侧向前看,双绞线从配线架的右侧进入配线架背后的托线架上,整束双绞线从下方开始出现,1号线进入最右侧的第1个模块孔,依次类推,最后24号线进入最左侧的模块孔。

表2 右进下出理线表
特点是整束线的上平面保持完整的斜线平行,覆盖着下面所有的双绞线,双绞线进入模块时几乎看不见。
(3)左进上出理线表
这种理线表的排列如表3所示。它的特点是从机柜后侧向前看,双绞线从配线架的左侧进入配线架背后的托线架上,整束双绞线从上方开始出现,24号线进入最左侧的第1个模块孔,依次类推,最后1号线进入最右侧的模块孔。

表3 左进上出理线表
特点是整束线底面与托线架完全平行。
(4)左进下出理线表
这种理线表的排列如表4所示。它的特点是从机柜后侧向前看,双绞线从配线架的左侧进入配线架背后的托线架上,整束双绞线从下方开始出现,24号线进入最左侧的第一个模块孔,依次类推,最后1号线进入最右侧的模块孔。

表4 左进下出理线表
特点是整束线的上平面保持完整的斜线平行,覆盖着下面所有的双绞线,双绞线进入模块时几乎看不见。
仔细观察这四张表可以看出:表1、4的排列完全一样,表2、3的排列完全一样,所以合并后形成了A、B两张表。其中A表用于右进上出、左进下出,B表用于右进下出、左进上出。
6 正向理线工艺
在正向理线过程中,需要布线材料的配合,并使用理线板和理线表,结合理线工艺才能实现美观、可靠、快捷、预留的效果。下面以最常见的右进上出理线方式介绍正向理线的基本施工工艺。
(1)将配线架固定到位,背后装好托架,正面将打印线号的面板纸装入配线架,若配线架的模块可以卸下,则应卸下模块。
(2)理线板定位:理线板在穿线前应确定其方向,使理线板在理线过程中不需要硬行扭转方向,就可以使E1孔就近对准1号模块,此时理线板上的2~5孔与配线架的2~5号保持平行。通常可以使用这样的方法进行定位:先将理线板垂直放在1号模块背后,使E1孔对着1号模块,然后手持理线板顺着线缆未来的路由走向,向机房的进线口移动,移动时确保理线板只出现平行移动,不发生转动,当理线板到达进线口时,记下理线板的方位,以便后续每块理线板使用。
(3)理线板穿线:在机房的进线口旁,将理线板按确定的方位将板的方向调整好,将水平双绞线按线号依理线表穿入理线板,这道工序一般由两人共同完成。一人找到线号并将其他线缆分离,一人将线穿入理线板的对应孔中。应该注意的是,双绞线应全部穿过理线板,也就是将理线板紧贴在进线口旁,这样才能保证进入机房的双绞线全部被整理。
(4)路由理线:先在理线板外侧根部用魔术贴将穿入理线板的双绞线扎成一束;然后将理线板沿着指定的路由向自己方向平移,平移100mm后在理线板外侧根部再绑扎一次,此时应注意使线束形成圆形,而线束外侧的线应该是理线板外围一圈的线,理线板中间的线在线束的内部,确定后所有双绞线相对平行,一直要保持到配线架最远端的模块后侧,继续平移理线板200mm左右,在理线板外侧根部用魔术贴绑扎,注意每根线应保持与前次绑扎时的位置相同,不允许有线从外层转入内层,也不允许内层线转入外层;依次平移,直到配线架为止。
(5)线束固定:在理线过程中,如果旁边遇到桥架上的扎线孔或机柜内的扎线板,则应在绑扎线束的同时将线束绑扎在桥架或机柜上,以免线束下滑。
(6)弯角理线:当平移过程中遇到转弯时,必须让理线板贴近转弯角,在弯角旁顺着转弯,不可以绑扎后再贴上弯角。这就要求所有的线束必须在现场绑扎,不可以事先绑扎后再移到现场来。
(7)托架理线:当理线板到达配线架背后的托架上,先将线束绑扎在托架上,然后向前平移,每到达一个模块时,将线束绑扎一次,然后分出该模块对应的线号。此工序应配备两人:一人分线,一人将线从配线架背后拉到配线架正面去,同时两人查号核对线号与配线架上的面板编号是否一致。
将退出的理线板重新拿到进线口,使用下一个24口配线架的理线表,依次重复1~8,完成下一束线的理线工作,直到全部完成。
(8)多束线理线:当机柜内有多个配线架时,每个配线架的线束应分别理线。但由于机柜内的扎线板宽度有限,只能并排绑扎3~4束24根的线束,而深度为800mm的机柜内右侧最多能放2根扎线板,可能达不到绑扎200根水平双绞线的目标。这时可以使用二次理线方式,先使用8×8理线板扎出48根的线束,到一定高度再添1块5×5理线板将该线束分为2束后,继续理线至配线架。
正向理线的起点可以是机柜的线缆入口处、桥架出口处、机房入口处,甚至可以是从工作区面板开始理线。
7 两机柜之间的理线
信息机房内时常会出现两个机柜之间敷设有一束双绞线的要求,这时如果在两个配线架上使用相同的进线及出线规则,会出现线束扭转的现象。要解决这个问题,两个机柜应分别选用不同的理线表。以下以左侧机柜向右侧机柜敷设双绞线为例,分A、B、C、D四种情况进行分析:
(1)右侧机柜配线架与左侧机柜配线架同方向,且均为右侧进线。
根据图A所示,在A配线架上双绞线的排列为1号线最先出现,其他线按顺序出现,排列整齐;在B配线架上仍然是1号线先出现,但因它排列在B配线架线束中4号线的位置,所以每层线在出线时会有交叉,由于五层线的交叉位置完全一致,所以在B配线架上不会影响美观。
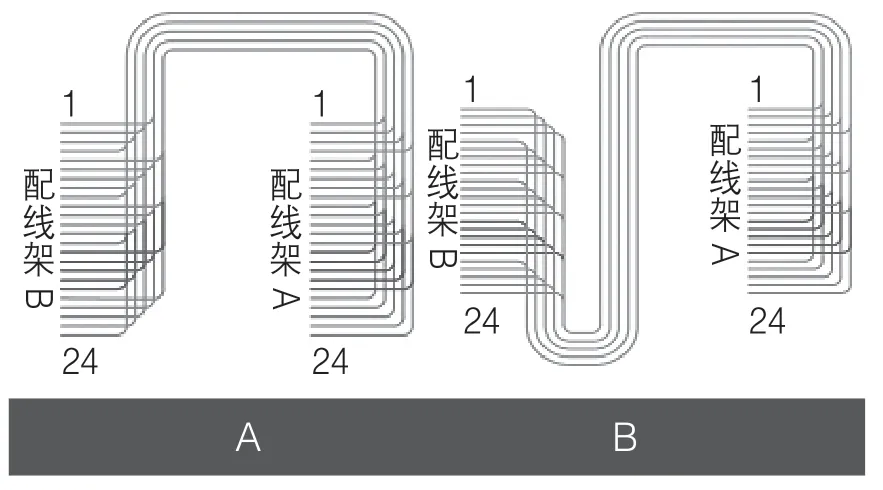
(2)右侧机柜配线架与左侧机柜配线架同方向,右侧机柜为左侧进线。
根据图B所示,在A配线架上双绞线的排列为1号线最先出现,其他线按顺序出线,排列整齐;在B配线架上为24号线先出线,改为了下出线方式,由于最上层的线全部覆盖在所有的线上,保持了一层完全平整的斜线,所以在B配线架上依旧美观。
(3)右侧机柜配线架与左侧机柜配线架反方向,且均为右侧进线。
根据图C所示,在A配线架上双绞线的排列为1号线最先出现,其他线按顺序出线,排列整齐;在B配线架上仍然是1号线先出线,但因它排列在B配线架线束中4号线的位置,所以每层线在出线时会有交叉,由于五层线的交叉位置完全一致,所以在B配线架上不会影响美观。

(4)右侧机柜配线架与左侧机柜配线架反方向,右侧机柜为左侧进线根据图D所示,在A配线架上双绞线的排列为1号线最先出现,其他线按顺序出线,排列整齐;在B配线架上为24号线先出线,改为了下出线方式,由于最上层的线全部覆盖在所有的线上,保持了一层完全平整的斜线,所以在B配线架上依旧美观。
由上述这四种机柜配线架摆放方法和进线方向的理线方式组合,推出其他组合的理线方式。采用这样的方法,可以确保整束双绞线不会在敷设过程中翻转,仅需要改变第2个配线架的出线方式就可以解决问题。
8 其他理线方法
有些公司使用理线梳进行正向理线,这个工具可以避免向理线板穿线这一费时的工序,但理线梳也有缺点。例如:在理线过程中双绞线容易从梳子中逃出;如果理线不能立即完成,数天后理线梳中的线可能已经自行脱离,这时就必须重新将线排入梳中。
现在,有些布线厂商已经推出了专用的理线器材,但从照片来看,仿佛需要占用额外的机柜/桥架空间,这也许对减小线间干扰有益,但同时要求机柜/桥架具有更大的空间。这一点在每个机柜中需要容纳数百根双绞线时,是需要在施工前有所考虑的。
猜你喜欢
科学与信息化(2021年5期)2021-03-19 01:09:24
电子制作(2018年23期)2018-12-26 01:01:24
铁道通信信号(2018年10期)2018-12-06 09:34:52
电子制作(2018年17期)2018-09-28 01:56:56
百姓生活(2017年12期)2018-01-09 23:05:02
中国科技纵横(2016年19期)2016-11-19 02:52:38
电气化铁道(2016年2期)2016-05-17 03:42:36
计算机与网络(2013年6期)2013-08-15 00:50:42
智能建筑与智慧城市(2012年6期)2012-07-07 07:20:00
山西煤炭(2010年3期)2010-11-10 01:57:04
