
中药散剂内包装机械化的实践体会
2010-02-27 02:26廖国雄
化工与医药工程 2010年6期
廖国雄
(佛山冯了性药业有限公司,广东佛山 528000)
1 前言
中药制剂的膏、丹、丸、散已有几千年的历史,公元180年左右后汉张仲景所著《伤寒论》和《金匮要略》书中已有记载,古老的制药工艺沿用至今,一般是用多种天然药材粉碎后混合而成,天然药材的复杂性造成其加工而成的药粉呈现物理特性的多样性,实现中药散剂内包装机械化的难度较大,而多品种、多装量的中药散剂内包装在同一台包装机生产的难度更大。长期以来中药散剂多为人工内包装,散剂内包装质量难以保证,随着GMP的深入,散剂人工内包装难以满足GMP要求,我公司在2003年下决心实现散剂内包装机械化。在市场比对后购买常见的DXDK-60F全自动包装机(图1所示)做试验,该机最大生产能力为60包/min,包装材料为复合铝膜,计量手段为容积式充填螺杆。
2 问题的提出及解决方法
我公司散剂常年生产的品种有八个,装量从0.26g到0.8g,装量差内控指标从±0.025g到±0.06g。2004年初购样机用物料宝宝牛儿散(标示装量0.62 g、控制范围0.577~0.663g)及空白铝膜一卷,以定装长62mm试机。以六袋为一手,初试每手偏差为0.02g,连续试机发现每手内分装偏差很好,但几手之间分装偏差较大,不到三分钟就需调整充填量以保证分装精度。样机在我公司用不同品种试机并经反复改造,在2004年下半年定型机订制六台机。由于指头瓶包装改为铝膜包装需国家药监局批复延至2005年5月才开始试产,试产历时一年多,到2006年12月止,对机器进行不断改造以适应我公司的品种,内容如下。
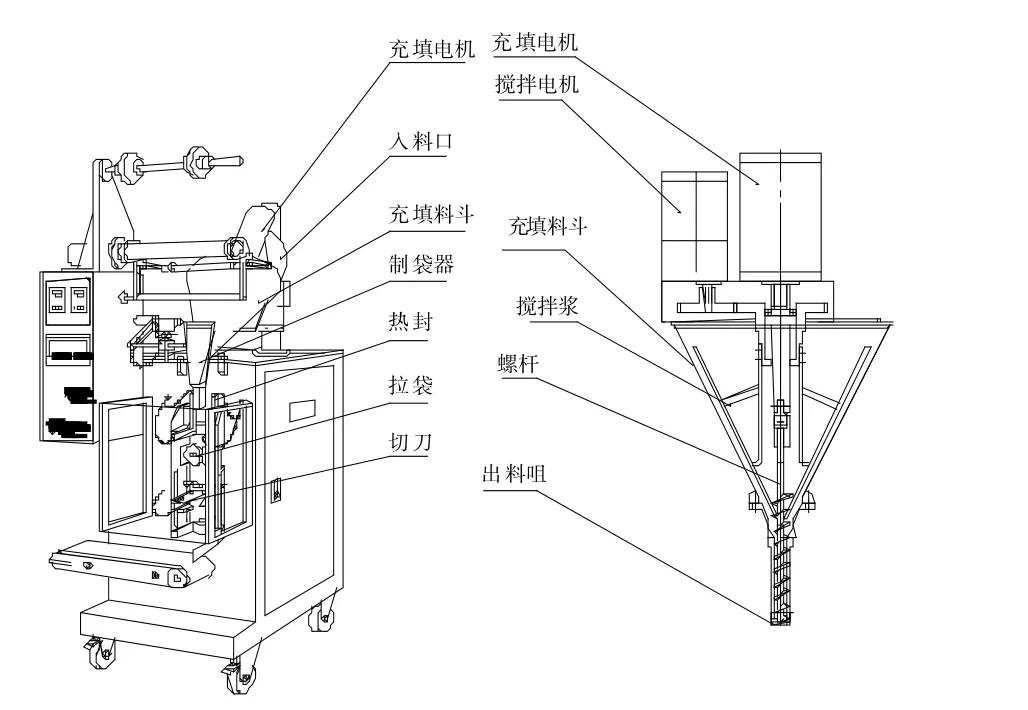
图1 DXDK-60F全自动包装机示意图
2.1 出料、压力、充填量问题及对策
中药粉料复杂、物理特性多样。普通药材为多种植物类草药,但有品种由多达二十种中药组成,内有矿石类,如:朱砂和油类香料,如:麝香;尽管所有药材均粉碎混合均匀,但植物类粉碎过筛后仍带微小纤维,油类香料会使药粉成团,矿石类粉末的比重较大,仍有机会分离层析(特别是在物料运输及其它生产工序)。药材为农产品,各地产品差异大,而且与季节有关,造成中药粉料物理特性不一致,再加上贮存时粉料的吸潮等因素,造成各品种药粉差异很大,同品种药粉不同批次有差异,同品种同批次不同桶药粉同样有差异,同一桶药粉上下层也见差异。物理特性差异大造成计量不准,严重的会造成物料在充填腔内烧结或者产生物料粘结螺杆无法计量的现象。
解决方法:将中药粉料视为特殊流体,要保证计量,就要保证充填螺杆的压力、充填量以及出料问题。
(1) 出料问题:螺杆对计量前后粉体进行分隔,为保证计量精度需要分隔成多个小孔,以防未计量粉体漏出。小孔越小分隔越好,需要充填压力越大,也容易使粉体在充填腔内烧结。反之,小孔越大分隔越差,充填压力越小,计量精度差。因此,首要操作条件是选择出料嘴,从三等份至八等份根据不同品种选,每次先不装袋,根据出料状态选(流动性好等份大,流动性差等份小,以排出面平整为准),有时同品种不同机也要选不同的出料嘴。出料口结构以简单、流畅、没有死角为好。
(2) 压力问题:提供恒定压力对系统长期稳定工作至关重要,影响充填压力有两个因素,一个因素是搅拌桨对螺杆的充填压力,搅拌桨角度及搅拌速度一定,充填压力就一定了;另一个因素是物料高度,图1只有一个充填料斗,物料间歇加入,影响螺杆内物料的填充密度。从实验数据上可发现分装量的平均数有周期性的变化,加料后一段时间内分装量的平均数慢慢提高,又慢慢减小,尽管不是即时变化,但是,其内在关联相当明显。物料高度不稳定,充填压力也就不稳定,计量随之也不稳定了。因此,增加送料料斗,对充填料斗自动喂料,保证充填料斗内物料高度在标示的2 mm内,料斗内物料高度的稳定对分装量的稳定有决定作用。不要进入一个误区,物料高度越高,充填压力对物料高度反应迟钝就越稳定,因为粉体在受压搅拌状态下会结团,严重的会烧结,这样螺杆充填不充实,充填压力也就不稳定,因此,保证螺杆充填段在搅拌状态下充满且有一定的裕量为标准。减小料斗容量是有效办法,由16 L改至8 L,采用小料斗以降低物料高度,增加了品种适应性,防止粉体在充填腔内烧结。采用小料斗减轻料斗重量,又能增强料斗刚度、提高料斗定位准确性使得搅拌到边,既减小物料在斗壁上的积聚对保证充填压力有好处。
(3) 充填量问题:保证螺杆内物料的填充是螺杆计量的保证。搅拌是充填料斗内物料向螺杆内填充物料的保证。影响因素是搅拌速度,理论上越快越保证,但转速越快,搅拌功率越大,物料又容易烧结。分装一次搅拌一圈即可保证填充。图2为试验数据:(物料:宝宝牛儿散,标示装量0.62 g,分装速度40袋/ min)图中可见以43 r/min、39 r/min为好。
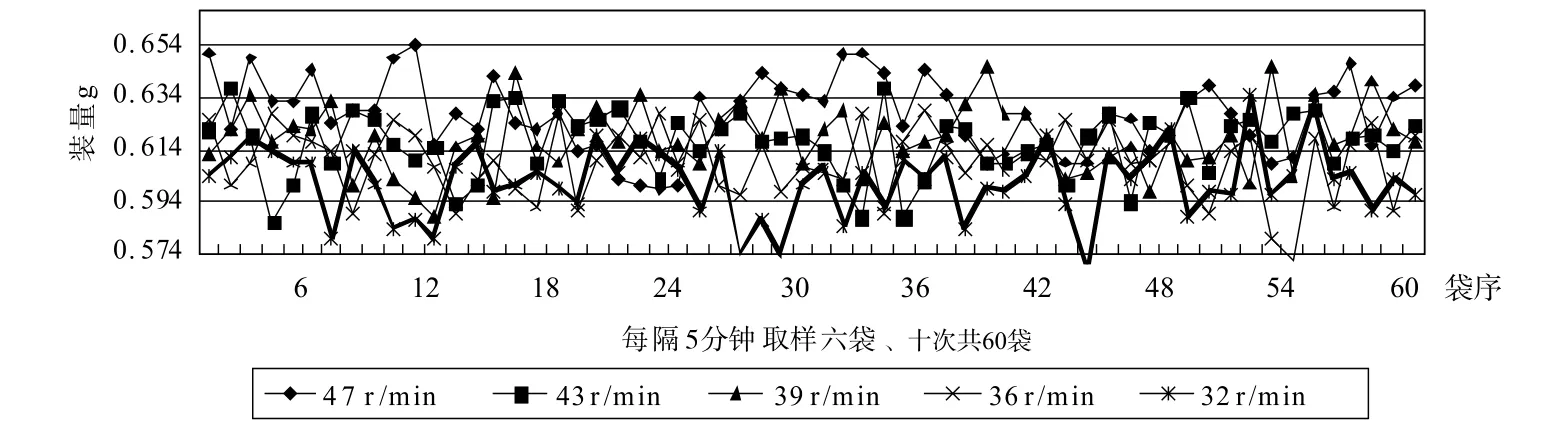
图2 搅拌速度对装量稳定性的影响
另一个影响因素是搅拌桨形状,粉体流动性差,基本上是靠搅拌桨压进螺杆,当然得讲究桨的形状,以紧贴螺杆为宜,并以转动切向成30~40°。角度小,填充效果差,角度大,阻力大,物料又易烧结,搅拌桨刚性受考验。搅拌桨关键是要做成流线型以减小阻力,足够刚性且达到填充效果以及提供合适充填压力。经不断改造淘汰,余下弯曲搅拌桨(比直搅拌桨长5 mm且顺螺杆弯曲)与直搅拌桨性能较好,图3为比对试验数据:物料:珍珠末,标示装量0.26 g分装速度38袋/min,紧贴螺杆的弯曲搅拌桨比简单一点的直搅拌桨填充效果好,分装量也稳定。
2.2 装量变化引起的装量偏差及对策
装量跨度大,装量从0.26 g到0.8 g,有三倍多,用多条充填螺杆以满足不同品种要求较实际,但更换螺杆,搅拌桨也需更换,操作就麻烦多了。装量小相应装量差异只有±0.025 g,一般中药粉容重为0.5 g/ml,计量偏差只有0.0125 ml。装量差异小相应药粉在计量后直至包装不能有一点滞留,滞留会使当前包装量偏小,而后一包装量偏大,严重的会超标。这是中药散剂分装的三个重要问题。
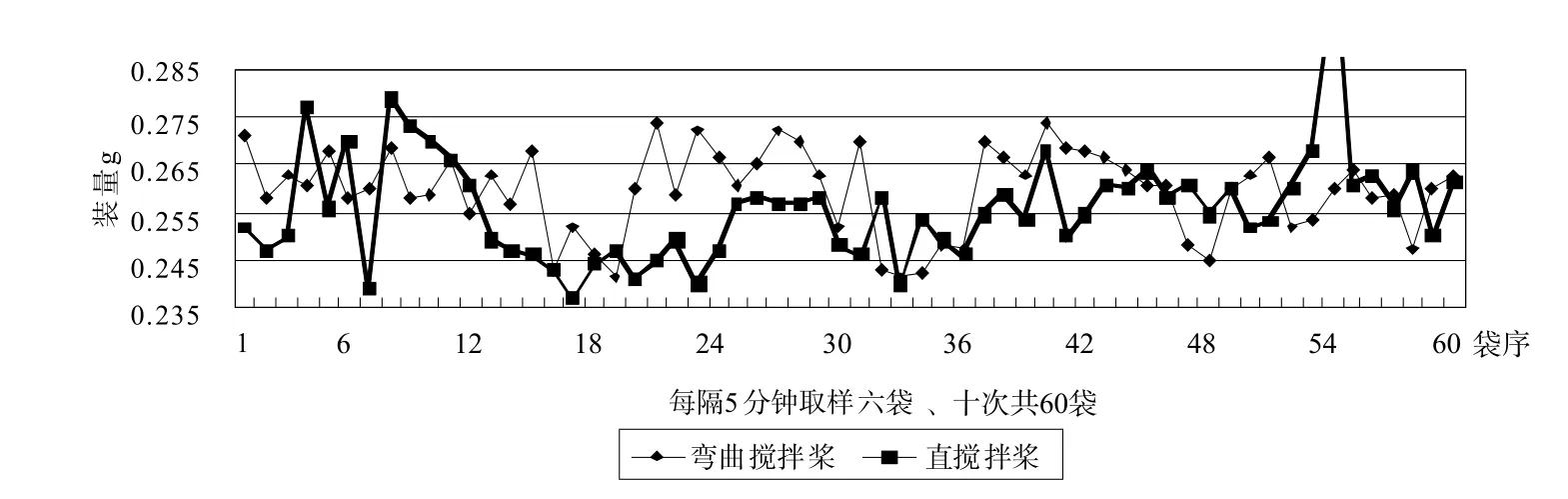
图3 桨形状对装量稳定性的影响
解决方法:从实际出发,多做、多试、多比较。
(1) 前两个问题与螺杆息息相关,螺杆直径大,分装所需的填充螺杆圈数越少,分装速度越快,分装精度越差;相反直径小,分装所需的填充螺杆圈数越多,分装速度越慢,分装精度越好;螺杆直径的选取必须综合分装速度与填充量两个因素的平衡。直径由当初12 mm增大至15 mm做了很多工作,以实际为准则,中间曾以13 mm作比较,最后是直径15 mm螺杆较适合我公司常年生产的品种。螺杆节距、深度与物料的物理特性特别是物料的流动性息息相关,流动性好,螺杆节距可选小,深度可选大,填充量大。中药流动性差,一般节距选大与直径相当,深度选小为2 mm。螺杆与套的配合精度理论上配合精度越高,分装精度越好;但由于螺杆是自由挂装,需有一层物料作润滑保护,以减小螺杆与套的磨损,配合精度差,间隙大,分装精度会下降。一般在1.0mm之内,对油性重或流动性极差必须保证在0.2mm之内。螺杆,按工作区域分为计量段与填充段,填充螺杆段圈数理论上越多,分装越稳定;实践表明,计量段必须有两倍以上的计量容积以保计量药粉密度的稳定,填充段一般与计量段相当。分装速度是整机的决定因素,应根据品种先决定分装速度。要求速度快,物料流动性要好;装量越大,分装速度要低些;粘性药料分装速度也要低些。
(2) 在制袋器增加一套敲打器,降低制袋器漏斗中药粉的积聚,保证分装精度。振动与敲打相比,力度较弱,不能消除中药物料流动性差易积聚的现象,不可取。敲打力度必须保证,以消除物料积聚,保证分装精度。振打方式以一次充填、一次振打为佳。
(3) 对出料嘴进行敲打。出料排出顺畅,排出面平整是不须敲打,但由于中药物料有粘性或带纤维丝,药粉有时会在出口处会挂一点,足以影响分装精度,必须加敲打来消除。
2.3 充填量漂移问题及对策
由于中药粉料复杂,设定充填量后过一段时间实际装量会有变化,实际装量平均值会漂移,漂移了就必须重新设定充填量以适应其变化,因此,制定五分钟内抽查一次,每次连续取十袋称重的检查制度是必要的。在实际生产时内包装装量检查是连包装袋一起在千分一天平称,但装量偏差时有超标。小丸袋装可带袋称,散剂不行;原因是铝膜,试机时用空白,定长切断;生产用彩版,追色标,长度有偏差(一般不足0.2 mm)但不足0.3%,对装量偏差影响不大 ;影响大的是生产用铝膜重偏差(国标偏差可达10%),铝膜每袋重0.56~0.62 g,而七厘散装量仅仅0.26 g,铝膜膜重偏差已超出药粉装量偏差,需开袋称净重才能确定装量准确与否。
解决方法:内包装装量检查时,每次都需开袋称净重才能确定装量,不仅操作工应付不来,而且浪费;经查,大约十余袋后才出现一袋长度有偏差(电眼追色标至一定数量才纠偏所至),铝膜膜重偏差由其内涂层所至,膜重偏差很大,但在一手内差别不大。确定检测方法:每手取十一袋,先将第一袋剪开称空袋去毛重,再称余下十袋,超出装量标准5%外须开袋称净重。一般每组只有一袋需开袋称净重,最大限度减少操作量,保证内包装装量检查质量。
3 结束语
以上是中药散剂内包装机械化的实践体会。实现中药散剂内包装机械化,实现多品种、多装量的中药散剂在同一台机内生产,生产质量上了一个台阶,劳动生产率提高约二十倍,年销量由手工时代的三百多万盒跃升至2008年的五百多万盒。
猜你喜欢
浙江中医杂志(2022年3期)2022-12-07
现代畜牧科技(2021年8期)2021-10-13
中华养生保健(2020年2期)2020-11-16
人人健康(2019年10期)2019-10-14
科技视界(2019年36期)2019-01-10
焊接(2016年10期)2016-02-27
读写算·高年级(2015年6期)2015-06-16
首都食品与医药(2014年22期)2014-04-05
中医研究(2014年5期)2014-03-11
中国现代药物应用(2012年15期)2012-01-23
