
金刚石工具粉末胎体热硬性问题探讨①
2010-01-24 12:34:02郑超
超硬材料工程 2010年5期
郑超
(桂林矿产地质研究院国家特种矿物材料工程技术研究中心,桂林541004)
1 前言
我们在研究预合金粉末用于制造金刚石工具的过程中,对于如何表征金属粉末胎体性能,感到十分困惑,对于胎体烧结后的物理力学性能,诸如胎体材料的硬度、抗弯强度、冲击强度等只能作为胎体使用性能的参考表征指标。对于金刚石工具胎体最主要的使用性能要求,首先是对金刚石的包镶能力,其次是其耐磨性与金刚石磨损的匹配以及与被加工材料磨损的匹配。以往不少文章在讨论金刚石工具粉末胎体性能时指出胎体硬度高的,耐磨性不一定好。其中一个原因是由于胎体工作时温度升高到一定程度时,硬度下降,从而磨损加速,这就是有些文章提到的胎体红硬性问题。有的则作为胎体的高温软化点对其进行测试和研究。因为超硬材料工具也像机械加工行业的高速钢工具一样,在对材料的切割或钻削过程中,要产生热量,工具切削刃周围的温度也能达到400℃~600℃。而工具钢的红硬性和热硬性是性能的重要因素。因此,有学者也曾经提出对超硬材料工具粉末胎体的红硬性研究问题。但是在查阅有关论述高速工具钢红硬性和热硬性资料之后,我们觉得此前业界公认的胎体红硬性问题值得商榷,为此而撰写了这篇文章,提出异议,与大家共同探讨。
几十年来,我们仅仅对粉末胎体静载下的物理力学性能开展了大量的工作,却忽视对高温条件下的胎体性能进行深入的研究了解。可是,若要建立一套比较完善的金刚石工具性能评价体系,必须研究高温下的粉末胎体性能并设计一套完善的测试设备,才能获得比较实际和直接的胎体性能表征方法。遗憾的是我们这方面工作刚刚开始,投入不足,认识十分浅薄,只能做一点初浅的探讨。
2 红硬性与热硬性的界定
人们把高速钢刀具切削刃口出现暗红色而未失去切削能力,红还硬的特性定名为“红硬性”,它表示钢在使用受热过程中保持组织和性能稳定的能力。当切削温度超过其回火温度,其温度的上升和硬度的下降呈线性关系.当硬度降至HRC60时,刀具的磨损骤然增加,而且几乎丧失切削能力。刀具红硬性的测试,一般是将刀具以一定时间加温到600℃以上,然后冷却到室温(20℃)所测得硬度值即为红硬性。刀具在600℃左右的工作温度下仍能保持高的硬度,而且其韧性、耐磨性和耐热性均较好则红硬性好。
粉末高速工具钢是用粉末冶金方法产生的,其特点是具有接近硬质合金的硬度,而且还具有良好的可锻性、可加工性、可磨性和强韧性。工具钢制成工具经热处理后具有足够高的硬度,如用于金属切削加工的工具一般在HRC60以上。工具在高的切削速度和加工硬材料所产生高温的受热条件下,仍能保持高的硬度和良好的红硬性。碳素工具钢和合金工具钢一般在180℃~250℃、高速工具钢在600℃左右的工作温度下,仍能保持较高的硬度。红硬性对高速切削刀具用钢是非常重要的性能。而高速工具钢的热硬性又称刀具的高温硬度,系指刀具在高温工作条件下保持高硬度的能力.热硬性与红硬性是不同的概念.红硬性是在室温下测得的硬度值,而热硬性是在高温下直接测得的。红硬性和热硬性的另一区别是,同种钢材同规格产品在同样温度下试验,硬度值相差很大.600℃,W 18C r4V钢的红硬性和热硬性分别为HRC 62.5、HV 520(HRC51)。W6M o5C r4V 2钢分别为HRC62.5、HV 509(HRC50)。为何产生如此大的差异,必须从钢加热时的变化说起,钢的加热软化,是由两个过程引起的。一是钢的基体在温度变化时,不发生组织变化而引起强度(硬度)变化,其特征是升温时变软,降温时又恢复原来的硬度,称之为可逆软化(这主要取决于基体相的成分,在高速钢中,由于w、M o、C r、V、Co等合金元素溶人基体,提高了基体的高温强度,于是减少了钢的软化,有较强的稳定性);二是由于钢的组织在升温时发生变化,由硬组织变为软组织,如马氏体分解、碳化物集聚以及基体(一相)的再结晶,这些变化都是不可逆的,故当温度降至室温时,高温时的软组织被保留下来,称之为不可逆软化。高温硬度就是淬火回火钢在扣除上述两种软化过程后保留下来的硬度,所以热硬性比红硬性要低。应该用热硬性来衡量高速钢的可逆软化过程,而用红硬性来衡量不可逆软化过程。
可想而知,超硬材料学术界前辈或同仁,在金刚石工具胎体性能研究中借鉴了工具钢的红硬性概念。如今,在了解清楚高速工具钢的红硬性和热硬性的界定之后,对于金刚石工具粉末胎体的高温硬度应该定义为粉末胎体的热硬性更为确切。因为我们需要的是胎体在高温(600℃左右)下的硬度,而不是回到室温后测得的硬度。
3 金刚石工具胎体与工具钢热硬性特点分析
若要借鉴高速工具钢有关热硬性的研究方法和成果,开展对超硬材料粉末胎体的热硬性研究,首先要分清各自的不同特点:
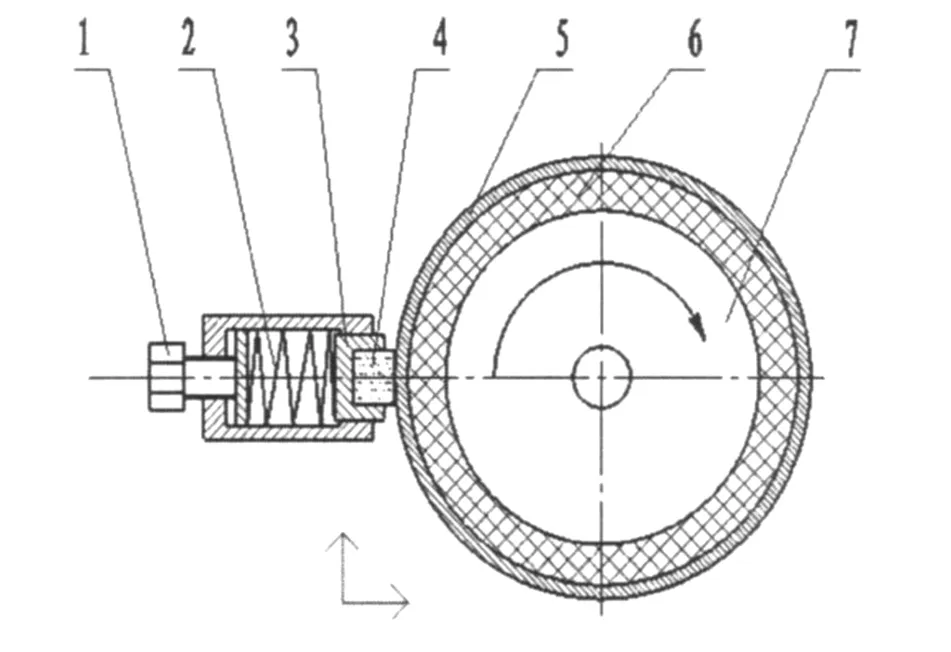
(1)工具钢的硬度高,粉末胎体的硬度低。工具钢热处理后的硬度>HRC 60;而粉末胎体的硬度 (2)高热硬性的含钴工具钢的Co含量为10%左右,世界闻名的M 42即Co-M o高速钢,其Co含量为8%。它的热硬性表现为可由普通高速钢的560℃提高到600℃(>60HRC),从而使切削速度明显提高。据说每增加1%的Co含量,切削速度可相应提高1%~3%。 (3)高速工具钢和金刚石工具胎体的加工工艺完全不同,即使冶金粉末高速工具钢,也要经过锻打、淬火、回火工艺过程。刀具经过淬火达到相当高的硬度,又经回火保持其高的硬度稳定性。而胎体则是经热压烧结而成,其硬度由胎体成分和热压烧结工艺所决定。 (4)一般高性能金刚石工具胎体的含钴量均超过20%,绳锯串珠胎体的含钴量更高,在60%~80%之间,其热硬性应该很好,有待测试证实。 (5)金刚石工具在高温下工作的切削刃尖是金刚石,而不是钢,不存在热硬性问题。当温度接近900℃时,金刚石碳化,完全失效。 (6)粉末胎体在高温下的胎体硬度变化,其硬度的降低将影响胎体的耐磨性和抗弯强度,但主要是前者。假设该胎体在高温前(300℃~400℃)的研磨性与工具对被加工材料的切割状态是匹配的。那么,在高温下由于胎体硬度的降低而破坏了它的匹配,致使胎体磨损快,切割效率降低,工具工作寿命缩短。这就是粉末胎体热硬性的影响。当然,由于热硬性引起的胎体硬度和强度的降低,也减弱胎体对金刚石的支撑而影响胎体对金刚石的包镶能力。 (7)不同金刚石工具的工作特性对热硬性的要求不同。有的线速度低,冷却条件好,散热快,温度提高不大,也就不存在热硬性问题。而有的工具工作线速度高,达到40m/s,例如绳锯,它的工作条件十分恶劣,冷却条件差,串珠单点接触岩石,切削距离长,自转转速很慢,因此,发热情况比较严重,要求胎体有好的热硬性。有意识地进行串珠胎体热硬性研究,将有助于金刚石绳锯产品质量的提高。 综上所述,金刚石工具胎体热硬性与工具钢热硬性差异很大,状况更为复杂。目前,既无高温测量硬度设备,更无测定标准,所以开展研究工作的难度很大。 金刚石工具用于对脆性材料的加工,不论是锯片切割岩石板材,或是绳锯的大面积切割岩石,包镶有金刚石的胎体都是以较高的速度与岩石接触,线速度高达40m/s,相互的磨擦使胎体发热达到非常高的温度(400℃~600℃),以致胎体软化,硬度下降。只是由于胎体成分、烧结工艺、被加工材料特性等诸多影响因素的变化其软化温度不同,也就是热硬性的差异,至今也还没有制定出一种量化指标,有待进一步深入研究确定。而胎体热硬性的好坏,直接表现为胎体的耐磨性。我们要求工具的最佳工作状态是金刚石磨损速率与胎体磨损速率一致,亦即金刚石与胎体同步磨损,以保证金刚石切削刃的不断磨损、脱落和出露,这就是金刚石工具的自锐性特点;当胎体的磨损速率小于金刚石的磨损速率,也就是胎体硬度过高,金刚石难以出露,就像钻头在钻进过程中产生的打滑现象,而由于热硬性不好,当高温时硬度下降,使得胎体磨损速率快于金刚石的磨损速率,致使胎体过早地被磨损而把持不住金刚石,使金刚石脱落而过早失效。因此胎体热硬性的好坏既影响胎体耐磨性与金刚石磨损速率的匹配,又影响胎体对金刚石的包镶。 胎体配方在其它成分相同的情况下,含Co比例越大,热硬性越好;而同等含Co量的预合金粉末胎体的热硬性更好。当然,这可以作出许多的理论分析,但我们更着重于开展对不同配方粉末胎体热硬性的测试以及进行相应的磨损匹配试验的具体工作,以求证实上述论点正确与否。为此,我们制订了一套胎体热硬性试验大纲,提出了胎体高温硬度测试装置设计方案和胎体磨损试验装置设计方案。其中磨损试验装置的磨轮既不采用碳化硅砂轮,也不用帆布轮和砂浆磨料。而是用我们自己生产的金刚石或立方氮化硼砂带柔性磨轮。在试验时,胎体样块与柔性磨轮接触,有一定弹性,接触面大,柔性磨轮的工作寿命长,整个试验装置结构简单,可供参考。见图1所示。 图1 耐磨试验装置示意图Fig.1 Schematic diagram of wear testing experimental device 应该建立表征金刚石工具胎体性能的热硬性概念。胎体硬度高低的单一指标,不能表征粉末胎体的耐磨性。而在高温下表征的胎体热硬性是影响胎体耐磨性和金刚石包镶能力的重要因素。随着胎体热硬性的深入研究和认知,以及测试设备的完善,通过业界有识之士的共同努力,不断地实践和探索,热硬性有望成为业界公认的金刚石工具粉末胎体的重要性能指标。 [1] 锡裕,等.金刚石工具预合金代钴粉末的研究应用[J].金刚石与磨料磨具工程,2006(1). [2] 焕校,刘静.金刚石锯片胎体高温硬度测定仪的研制[J].地质与勘探,2000(4). [3] 焕校,刘静.金刚石锯片胎体的耐磨性[J].中国有色金属学报,2000(6). [4] 苏步青.红硬性与热硬性的区别及试验方法[J].热加工工艺,1989(2). [5] 戚正风,等.高速钢的红硬性[J].金属热处理,2001(12).4 热硬性是表征胎体性能的重要指标
5 小结
猜你喜欢
四川水泥(2024年4期)2024-04-23 14:37:10
轮胎工业(2022年7期)2022-11-25 09:35:02
上海大中型电机(2021年2期)2021-07-21 03:01:32
石材(2020年10期)2021-01-08 09:19:54
轮胎工业(2020年11期)2020-03-01 06:30:18
传媒评论(2018年12期)2018-03-21 07:51:54
中国眼镜科技杂志(2017年13期)2017-08-16 03:13:54
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
安徽地质(2016年4期)2016-02-27 06:18:10
