
13B车钩冷芯盒垂直分盒改水平分盒工艺
2010-01-06 05:17石炳华宁波全力机械模具有限公司浙江宁波象山315700
中国铸造装备与技术 2010年2期
石炳华(宁波全力机械模具有限公司,浙江宁波象山 315700)
13B车钩冷芯盒垂直分盒改水平分盒工艺
石炳华(宁波全力机械模具有限公司,浙江宁波象山 315700)
对13B车钩冷芯盒射芯垂直分盒和水平分盒两种工艺进行了分析比较,改用水平分盒工艺后射砂效果及模具结构更加合理,其工艺结构完全满足生产需要和铸件的各项技术要求,提高了整体砂芯的质量。
车钩;冷芯盒制芯;模具设计
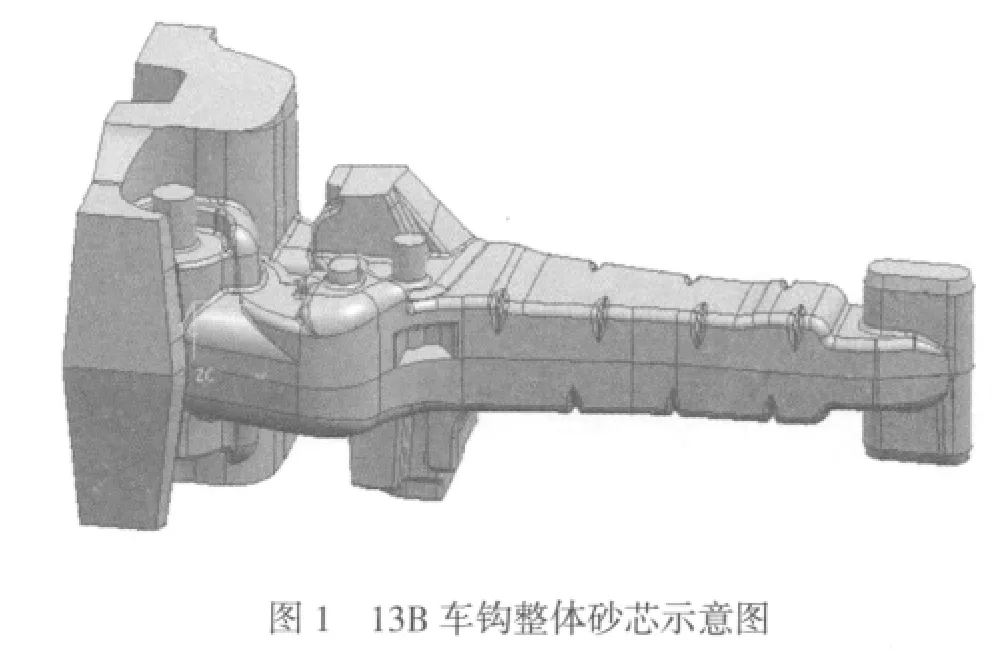
13B车钩是齐轨道装备公司为满足我国铁路运输发展的需要,在13A车钩基础上改进设计的新型车钩,是近几年铁道部铁路货车批量生产的车钩。宁波全力机械模具有限公司是铁道部车钩模具生产定点单位,因此承担了大部分13B车钩模具的生产。经过生产实践,发现砂芯的某些部位明显存在缺陷,因此需对模具结构进行改进。整体砂芯如图1。
1 芯盒结构分析
1.1 垂直分盒工艺特点
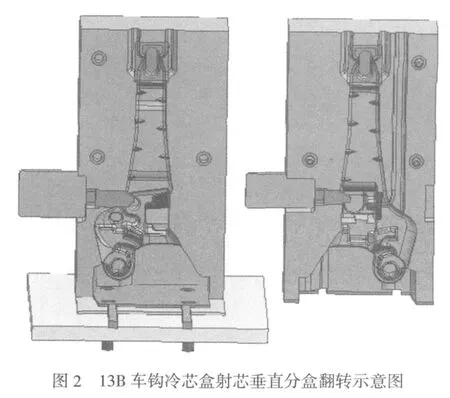
采用整体砂芯冷芯盒射制,芯盒左右二开模,左右无顶芯,底部设计芯盒定位板及下顶芯,射砂孔开设在砂芯尾部,活块气缸固定在芯盒上。制芯流程:左右芯盒合模—进活块—射砂—吹气硬化—抽活块—左右芯盒开模—下顶芯—取手工活块—取芯。结构如图2。
1.2 水平分盒工艺特点
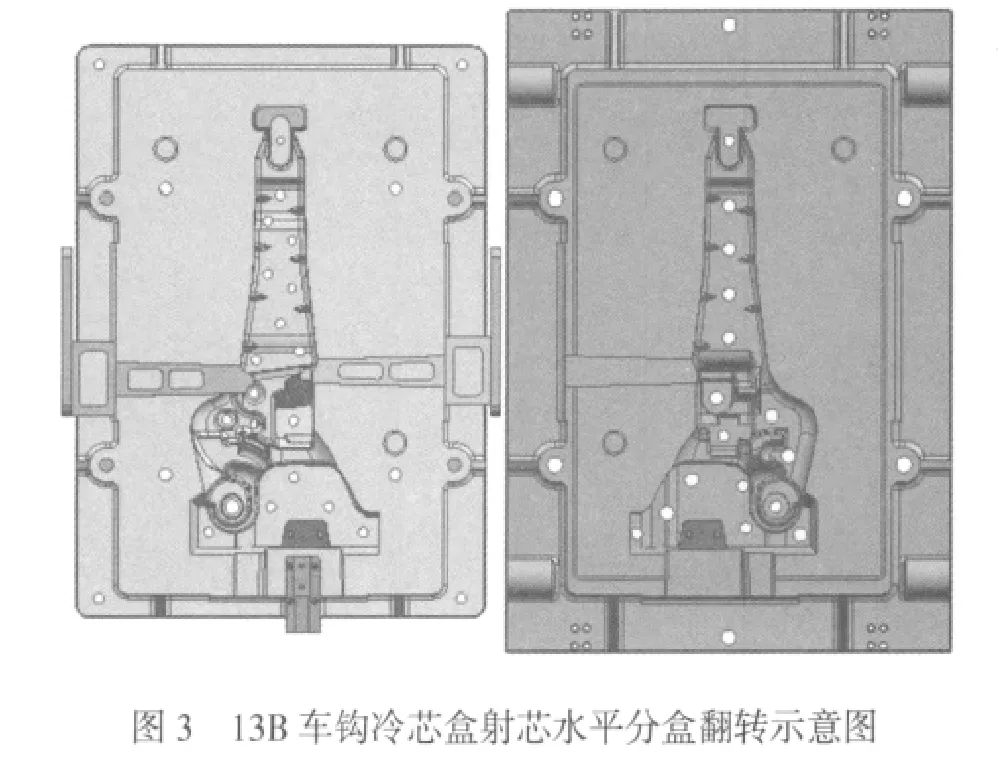
采用整体砂芯冷芯盒射制,芯盒上下二开模,设计上下顶芯板、射砂板、吹气板及左右、后抽芯,活块气缸射芯设备自带。制芯流程:首先上下芯盒合模及左右、后抽块推进,处于锁紧状态;第二射砂,将芯盒型腔填满砂子,射板移开;第三吹气板移入吹气硬化;第四吹气板移开并移入上顶板;第五左右、后抽芯打开;第六上下芯盒打开,同时上顶工作;第七将下芯盒和砂芯移出;第八下顶芯工作将砂芯顶出下芯盒,抬走砂芯;最后下芯盒推进到射砂工位,下芯盒上移至射砂位置,左右、后抽芯复位夹紧,射板复位,上下合模夹紧,恢复到射砂状态。完成一个循环。结构如图3。
2 射砂工艺分析
13B车钩冷芯盒射芯如果采用垂直分盒工艺,射砂孔的开设有以下3种方案,但各自都存在缺陷。
(1)开设在砂芯尾部的中间位置,由于尾销孔宽度方向较窄,限制了射砂孔的口径,影响了射砂效率及砂芯质量,而且尾销孔尺寸要求很高,属配合部位,射砂孔开设的位置尺寸很难保证,砂芯成品率降低。右芯盒上防跳筋板厚度薄,工艺尺寸要求高,筋板高度已接近分盒面,射砂过程中砂对筋板冲击接触面大,而且是正面冲击,筋板极易变形,模具使用寿命降低,甚至铸件由于达不到尺寸要求而报废,影响铸件出品率。唯一解决的办法是将上防跳筋板整体分割,然后做成活动块,再用紧固件固定。但这种方法需要预先准备活动块多件,而且操作工人每隔一段时间就需要拆卸与安装活动块,给制芯带来不便。
(2)在砂芯尾部的侧面位置单侧开设,射砂孔虽然避开了尾销孔的圆弧关键部位,但由于不是正面直接射砂,靠砂子碰撞芯盒侧壁再进入型腔头部,而且是单边射砂,射砂效率降低,砂芯整体强度不好。
(3)在砂芯尾部的侧面位置双侧开设,就是图2示意结构。由于增加了一个射砂孔,射砂流量不是问题,但由于左右同时射砂,砂子正面对冲形成气流,导致砂芯局部缩孔、气泡,整体砂芯紧实度降低。
而采用水平分盒工艺,射砂孔的开设非常便利,没有过多的限制要求,完全可以开设在砂芯较平整的部位,而且间距比较均匀。由于射砂孔数量多,射砂效率大大提高,几秒钟便可完成,芯盒型腔的各个部位都是正面接触砂子,砂子流动性好,射砂时芯盒型腔内的气体容易从排气塞排出,经吹气硬化成型后,砂芯没有出现缩孔、气泡等缺陷,砂芯整体紧实度良好,提高了砂芯质量。由于射砂方向的改变,上防跳筋板受到砂子的冲击力很小,无需再做活动块,在上芯盒里直接做出,工作简便而且尺寸精度提高。
3 抽芯设计分析
13B车钩冷射芯如果采用垂直分盒工艺,由于射芯设备自身功能的局限性,活块气缸只能固定在芯盒上,在左右芯盒的侧面及背面必须预留出气缸固定位置。尤其是设备左右无顶芯装置,无法设计左右顶芯板,由于尾销孔部位尺寸深,尺寸精度要求高,起模斜度设计小,芯盒左右开模时,在没有顶杆工作的情况下,尾销孔部位砂芯与芯盒体不容易分开,强制分开则砂芯断裂,所以只能在尾销孔部位左右芯盒各自设计一个大抽块,如图2,模具结构复杂化,增加了成本及劳动强度,制芯效率降低。
而采用水平分盒工艺,射芯设备自身的功能具有优越性,活块抽芯装置射芯设备自带,抽芯设计灵活性更强,自动化程度更高,在芯盒本体两侧就不需要再做气缸固定位置,模具结构更加合理,劳动效率提高。在芯盒头部设计减轻块,采用设备气缸抽拉,结构紧凑可行,减轻整体砂芯重量,给搬运工作带来方便,而且降低了芯砂的使用量;砂芯头部通气性也好,砂芯质量提高。
4 芯盒体设计分析
13B车钩冷射芯如果采用垂直分盒工艺,在芯盒底部设计芯盒定位板、芯盒底板,底板上安装两根耐磨条,如图2所示,芯盒左右合模或开模时,完全靠两根耐磨条顶压,芯盒本体就像两个特大型抽块,长时间处于高度摩擦当中,耐磨条会发热变形而需要定期更换,芯盒本体滑槽也容易磨损。芯盒左右开模后,整体砂芯留在下顶板,由于砂芯是立着的且高度较高,下顶芯工作时,砂芯不太平稳,需要人工扶助。左右钩耳孔与推铁孔三处由于工艺上的特殊性,芯盒左右无顶芯装置,造成起模困难,所以只能做成手工活块,并各自分成两半。但芯盒由于是左右开模,而且活块沿周有斜度,合模时活块会往芯盒型腔滑动,射砂成型后,造成钩耳孔与推铁孔处尺寸不到位,砂芯紧实度降低。
而采用水平分盒工艺,在模具上、下芯盒分别设计上、下顶芯板,给砂芯的起模带来便利,芯盒结构简化:①尾销孔部位可以直接与上、下芯盒做成一体,只需在尾销孔圆弧关键部位做一个手工小活块。虽然尾销孔高度方向尺寸较深,但在顶杆的作用下,砂芯完全可以脱模。在下芯盒手工小活块处设计顶芯孔,这样在顶芯工作时,确保砂芯与小活块的同步性,避免了小活块对砂芯尾销孔圆弧关键部位的挤压,保证了砂芯的尺寸精度。②在钩耳孔与推铁孔处设计起模斜度,砂芯完全可以顶出,无需再设计活块,减少了活块数量,芯盒结构更具合理性,互通性强,操作简便,自动化程度高,制芯效率更高。
5 结语
近几年随着冷芯盒射芯技术的快速发展,其模具开发水平不断提高,改变了13B车钩整体芯过去一直使用垂直分盒工艺结构的状况。通过工艺结构的优化调整,制芯工艺完全可用水平分盒工艺取代,使得整体砂芯的生产工艺更加合理,砂芯的尺寸精度和质量得以提高。
Model 13B Vehicle Hook Cold Box Core Making Altered from Vertical Parting to Horizontal Parting
SHI BingHua
(Ningbo Full Power Machine Die&Molds Co.Ltd.,Xiangshan Ningbo 315700,Zhejiang China)
Both vertical and horizontal cold-box core making technologies have been analysed.The core shooting effect and die structure of adopted horizontal core have been more reasonable for meeting variety of requirements for Model 13B vehicle hook castings production with higher quality of sand cores.
Vehicle hook;Cold-box core making;Die design
TG232.3;
A;
1006-9658(2010)02-3
2009-09-04
2009-110
石炳华(1976-),男,宁波全力机械模具有限公司技术开发中心设计员
猜你喜欢
橡塑技术与装备(2022年4期)2022-04-27
模具工业(2022年4期)2022-04-27
模具制造(2021年10期)2021-11-20
铁道车辆(2021年4期)2021-08-30
控制与信息技术(2021年2期)2021-07-23
内燃机与配件(2020年22期)2020-09-10
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
铁道学报(2018年4期)2018-05-07
