
浅谈宏程序在数控车床上加工非圆曲线的应用
2009-09-18 06:02胡元庆
职业·下旬 2009年6期
胡元庆
宏程序可用于加工非圓曲线,以GSK980TD数控系统加工椭圆(图1和图2)为例进行说明。
一、加工线路
90°右偏刀粗车右侧:先Z向粗车,再沿A→B加精加工余量粗车,B=4 mm的切刀切槽。90°左偏刀粗车左侧:先Z向粗车,再沿C→B加精加工余量粗车。R5圆弧刀精车(A→B→C)。
二、计算坐标值
椭圆方程:X2/152+Z2/202=1,A(0, 20)、B(30, 0)、C(20, 14.92)。
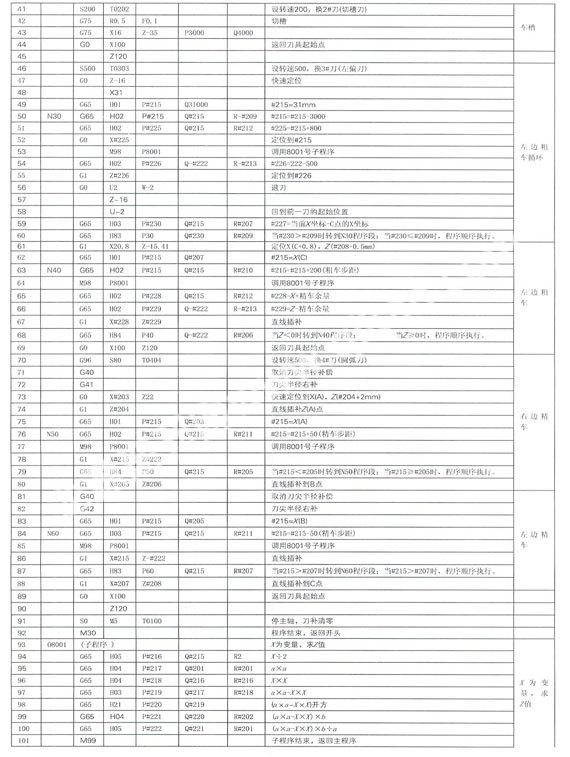
三、编制程序
坐标原点为椭圆中心(表1)。

猜你喜欢
北京汽车(2023年1期)2023-03-03
锻造与冲压(2023年3期)2023-02-28
机械工程与自动化(2022年4期)2022-08-23
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
机械研究与应用(2018年3期)2018-07-11
科技资讯(2018年3期)2018-06-06
机械工程与自动化(2018年1期)2018-04-02
浙江大学学报(工学版)(2016年9期)2016-06-05
现代制造技术与装备(2015年6期)2015-12-17
