
PCS7DCS系统在莱钢苯加氢的研发与应用
2009-06-10 05:30孔德恩王彩琴陈铁军展杰王栋
中国高新技术企业 2009年8期
孔德恩 王彩琴 陈铁军 展 杰 王 栋
摘要:在全集成自动化的环境下,采用统一的自动化平台实现对整个工厂的自动化控制和管理,尤其系统所特有的冗余、网络通讯及报警信息等功能大大提高了系统的稳定性和可靠性,值得在各行各业大力推广。文章介绍了PCS7DCS控制系统在山东莱钢环友化工10万吨/年粗苯精制深加工项目的具体应用。
关键词:苯加氢;PCS7DCS控制系统;全集成自动
中图分类号:F426文献标识码:A文章编号:1009-2374(2009)08-0021-03
一、系统概述
山东莱钢环友化工能源有限公司就10万/年粗苯精制深加工项目,采用SIEMENS基于全集成自动化概念的DCS系统PCS7。在全集成自动化的环境下,采用统一的自动化平台实现对整个工厂的自动化控制和管理。全集成自动化方案就是用一种系统完成原来由多种系统搭配起来才能完成的所有功能。应用这种解决方案,可以大大简化系统的结构,减少了大量接口部件,应用全集成自动化可以克服上位机和各工业控制器之间,连续控制和逻辑控制之间,集中与分散之间的界限。同时,全集成自动化解决方案还可以为所有的自动化应用提供统一的技术环境,基于这种环境,技术人员可以在同一个平台下对所有应用进行组态和编程。
全集成自动化意味着三重集成:统一的组态和编程;统一的数据管理和统一的通讯。它可实现从SIMATIC的驱动设备到各种现场设备,从仪表控制到电气控制,从控制到管理的高度集成。
二、系统配置
苯加氢自动控制系统采用SIEMENS基于全集成自动化概念的DCS系统PCS7,通过统一的组态和编程、统一的数据管理和统一的通讯实现对本装置生产过程的监控,DCS系统以WindowsXPProfessionalSP2英文版作为系统平台界面,组成计算机操作系统,实现人机通讯。
控制器采用西门子最先进的AS417冗余控制系统,具备连续过程控制、程序控制和批量控制等功能,完成全部的监测、调节、逻辑、批量控制及各种联锁保护等功能。DCS系统的控制器、电源、通讯总线以及所有与控制回路有关的部件(主要是I/O卡件)等都按1:1冗余配置。
本DCS系统设置控制站3套,其中100单元一套、200单元一套、300单元和配套设施部分一套;共设置操作员站6台,其中100单元2台,200单元2台,300单元1台,配套设施部分1台;设置工程师站1台。氢压机、加热炉、导热油炉、空压机、地面火炬、定量装车等PLC系统通过ProfibusDP接口与DCS控制站通讯。3套控制器具体分配如下:
1.100单元(加氢单元,含新氢压缩机2套、循环氢压缩机2套、主反应器进料加热炉、进料泵等成套设备)。
2.200单元(萃取单元)。
3.300单元(公用工程单元,其中包括循环水、新鲜水、净化风、焦炉煤气、氮气、蒸汽、凝结水、放空及污油等,含导热油炉2套、空压机、地面火炬、定量装车、减温减压器等成套设备)。
三、网络结构
本系统的上位机是基于单站设计的工程师/操作员站,整个上位机系统为1000M以太网络。为提高系统的可靠性,自动化系统与上位机采用双路径的连接方式,如图1所示:
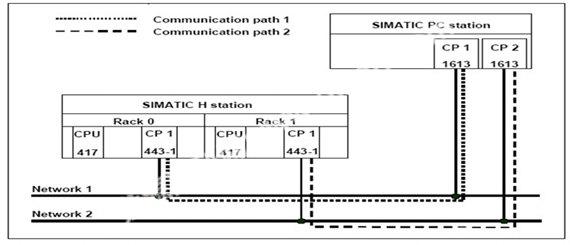
图1
这种连接采用双路径,任一器件的损坏,系统可以自动从另一方向进行通讯。主控制室设6台操作站,和1台工程师站,各控制区的I/O单元按工艺要求相对独立。控制器采用西门子最先进的AS414冗余控制系统,具备连续过程控制、程序控制和批量控制等功能,完成全部的监测、调节、逻辑、批量控制及各种联锁保护等功能。同时为了增加可靠性,冗余系统采用分离式安装,根据MTBF的计算方法,以单机操作的系数为1,那么安装与H-RACK机架上的H系统可靠性提高57倍,如果H系统分别安装于完全分开的机架,例如普通九槽机架,可靠性将提高59倍。
整个DCS系统设计采用二级网络结构,在第一层,冗余控制器与现场I/O站通过冗余现场级网络PROFIBUS-DP互相进行通信;在第二层,系统采用快速交换式工业以太网(1000Mbps)的环网操作站及工程师站和冗余控制器系统。这种结构在充份保证系统过程控制部分的高可靠性的基础上,又给系统提供了良好的可扩展性和开放性,这个结构既充份满足扩能改造的要求,又为以后的工程作了统一架构的考虑。系统网络结构图如图2所示:
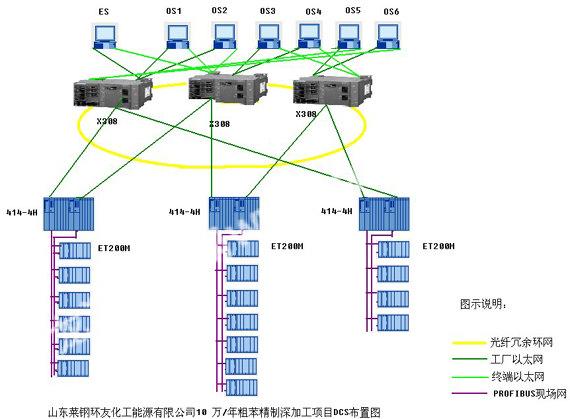
图2
四、系统功能
PCS7是基于全集成自动化的DCS控制系统,所有的程序及监控画面等组态信息都由工程师站ES集中完成。这一套组态工具集以SIMATIC程序管理器为基础平台,采用了现代化的软件体系结构。在对项目组态文件的管理上,SIMATIC程序管理器以系统硬件、生产工艺和过程回路三个不同的视角,同时进行管理。这三个视图在程序管理器中分别称为标准分级(Standard_Hierarchy)、工艺分级(PlantHierarchy)和过程对象视图(ProcessObjectView)。其中,标准分级主要管理系统的硬件,如控制器、系统总线、I/O系统等;工艺分级主要管理工艺过程,它将整个工厂按工艺过程的要求,分为各个子系统,然后将各子系统映射到控制器上;而通过过程对象视图可以对某一指定回路或某组回路作集中组态、修改或查看。与传统DCS系统相比,PCS7的组态直接面向工艺过程。在SIMATIC程序管理器下,有多种组态工具可以使用,无论采用何种组态工具,生成的组态数据都自动存到一个同一的数据库中。这些组态工具是:CFC、SFC、STEP7、SCL和WinCC等。在苯加氢DCS系统主要完成以下功能:
1.采用西门子PCS77.0DCS全集成控制系统,所有程序画面通过工程师站完成,统一的组态和编程、统一的数据管理和统一的通讯实现对本装置生产过程的监控。特别是系统特有的报警功能,在监控画面中有任何一点数据产生报警就会在集中监控的菜单上进行报警显示,不用通过切换画面来监控。
2.采用AS417冗余控制系统,ET200M153-2完成系统网络冗余,双电源供电完成控制系统电源冗余,保证控制系统在供电,网络或CPU单方出现问题时可自动切换,大大提高系统的可靠性和稳定性。
3.对重点信号如所有参与调节或连锁控制的输入和输出信号进行冗余1:1配置,相关的机架及电源和网络也进行冗余配置,采用MTA板和MTA网线连接器进行信号连接并进行软件冗余配置。参与冗余的信号在一路板卡信号出现故障时,另一路信号自动切换确保设备的连续连锁动作。
五、结语
莱钢环友化工10万吨/年苯加氢冗余控制系统采用了西门子400H系列冗余控制系统,通过ET200M153-2进行系统网络冗余,对重点信号采用1:1冗余配置,双电源供电完成控制系统电源冗余,保证控制系统在供电,信号采集卡、网络或CPU单方出现问题时可自动切换,大大提高系统的可靠性和稳定性。特别是PCS77.0全集成控制系统,所有程序和画面由ES集中开发设计,特有的报警指示和在线趋势添加修改功能大大提高了系统的可操作性和实用性。尤其使用Y-LINK耦合器完成与外围8套PLC,包括有西门子200系列、300系列及DP接口CP5611的通讯,实现对氢压机、加热炉等重点设备的连锁控制。系统所具有的这些特有功能是莱钢前所未有的,属于莱钢首例值得在各行各业大力推广。
作者简介:孔德恩(1976-),男,山东枣庄人,供职于山东莱芜钢铁集团有限公司自动化部,研究方向:自动化控制系统的开发和维护。
