
两种特殊螺纹的数控加工
2009-02-01 03:29卫东节
数字技术与应用 2009年12期
关键词:数控车床
卫东节
[摘 要]文章针对广州数控980T系统,阐述了在生产中如何灵活运用螺纹加工指令,解决两种特殊螺纹的加工难题,旨在为广大同行们提供一种新的思路,提高灵活运用各种编程指令的能力。
[关键词]数控车床 特殊螺纹 G32指令
[中图分类号]TG659[文献标识码]A[文章编号]1007-9416(2009)12-0035-02
在机械加工行业中,对数控有一定了解的人都知道,高速、高精的螺纹加工是数控车床的优势之一。但是对于梯形螺纹、大螺距螺纹及个别有特殊加工要求的螺纹(如在工件上加工没有进刀位置的螺纹等),由于编程、加工工艺等方面存在一些困难,平常很少有人利用数控车床进行加工,甚至有人认为这些螺纹在数控车床上加工是不可能实现的。其实,类似性质的产品加工却是生产中经常要面对的问题。在日常的数控车床实习教学和实际生产中,我通过对这类螺纹加工工艺的分析、研究,并使用不同的指令组合进行加工尝试,最终圆满解决了这些难题。本文就两种特殊螺纹的加工问题,从理论层面和实际加工上进行阐述及剖析,并在数控车床上实现这类特殊螺纹的加工。
我们首先来分析GSK980T数控系统提供的几种螺纹加工指令。
(1)G32——单段螺纹切削。G32螺纹加工指令属于直进式切削方法,其每次切削深度一般由编程人员编程给出,由于两侧刃同时工作,切削力较大,而且排屑困难,因此在切削时,两切削刃容易磨损,同时,该指令执行中其刀具移动均由编程来完成,加工程序编写繁锁,工作量大。故该指令多用于小螺距螺纹的精加工及没有进刀位置直插形成螺纹线的螺纹加工。
(2)G92——螺纹切削循环。G92螺纹加工指令也属于直进式切削加工,但G92的加工有一个循环过程,程序编写简单,程序段少,易于检查,更多地应用于一般小螺距适合直进法加工的螺纹,但也可以同循环指令配合,通过左右借刀的交错切削法来加工大螺距螺纹或精度要求较高的螺纹等,在实际生产中应用较为广泛。
(3)G76——复合型螺纹切削循环指令。G76螺纹加工循环属于斜进式切削方法,每次循环的切削量一定,由于是单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化而造成牙形精度较差;但由于单侧刃加工刀具负载较小,排屑容易,并且切削深度为递减式。因此,G76螺纹指令一般用来加工较大螺距且螺纹精度要求不高的螺纹。
对于G92和G76这两种螺纹循环指令,相信大家使用得很多,在这里不作赘述。而G32指令一般常与宏指令配合使用,但GSK980T数控系统只提供A类宏指令,编程繁琐,所以大家很少使用G32指令进行螺纹加工。而对于一些有特殊要求的螺纹加工,G32指令却是解决难题的关键所在。
1 没有进刀退刀位置螺旋槽的数控加工
在日常生活中,我们经常用到一些塑料瓶,这些瓶子的外壁非常薄(如矿泉水瓶、化妆品塑料瓶、家用洗涤用品的瓶盖等),生产厂家为了降低塑料瓶的成本(外壁薄),同时又为了提高瓶子的使用性能及美化产品的外观,在塑料瓶的中间设计出几圈圆形螺旋槽。而这几圈螺旋槽不是从外圆端面开始,而是在直径相同的一段外圆的中间。在数控设备未普及之前,类似性质工件(模件)的螺旋槽都是在普通车床上借鉴螺纹加工的方法来完成的。这样的加工,工人劳动强度大,产品生产周期长,精度低、外观差,且经常出现废品,加工效果不是很理想。在模具的生产加工行业中经常要面对这一类工件的加工,如何在数控车床上找到一种新的加工方法来代替普通车床加工是同行们一直在探索的问题。
2 圆弧面上的螺旋槽的数控车加工
与我们熟知的直线螺纹不同,这种特殊螺旋线的截面中心分布在圆弧的表面上,在编程指令系统里没有专用的指令可用。在多年的数控编程及操作的教学工作中,对一些常用的指令进行深入剖析,终于找到一种解决这种特殊螺纹的加工方法。对于G00、G01、G02和G03这样的标准指令,相信大家非常熟悉,而分进给指令G98(G94)和转进给指令G99(G95)也是常用指令。我们首先应该想到,可以将G99、G02或G03配合使用,在圆弧面上加工螺纹。当然,用这样的指令组合需要主轴编码器的支持,但还有一个问题需要解决:如果螺旋槽较深,需要多次进刀完成加工,这需要解决乱牙问题。通过对G99、G02或G03和G32指令的分析,我们不难发现,产生乱牙的原因是螺纹起点的主轴转角没有确定,我们可以使用G32来确定螺纹起点的主轴转角,问题就迎刃而解了。
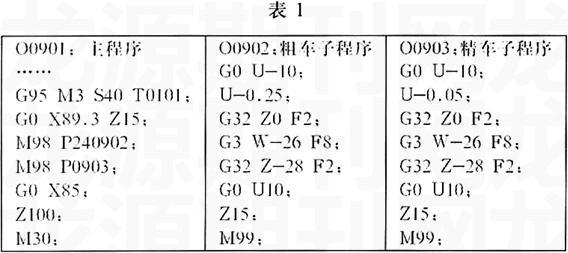
下面通过一个实例,分析这种特殊螺纹的编程及加工方法,如图二所示零件,螺旋槽的截面中心分布在R100的圆弧面上,槽底分布在R97的圆弧面上,螺旋槽圆弧半径3mm,牙深单边3mm,槽距(螺距)8mm。
根据圆弧的形状将刀片刃磨成形,同时由于槽距较大,主轴转速不宜太高,否则会产生类似撞刀现象。本例也采用主程序调用子程序方法编程(见表1)。
这里的G32指令没有进行实际的切削加工,其作用是定位到螺旋槽加工起点,同时确定主轴转角(默认为0度),从而使G02加工螺旋槽得以实现,避免了用G02加工螺纹产生乱牙问题。
3 结语
通过上列两例的实际加工,灵活运用GSK980T数控系统提供的常用指令,可以达到意想不到的加工效果,有效地扩展了经济型数控车床的加工范围,为解决实际加工中的一些难题提供了一种新的思路。在科学技术高度发展的今天,我会继续学习、研究,不断创新,将更专业的数控知识应用于生产实践中,降低机床操作者的劳动强度,提高产品生产效率,为社会创造更多的经济财富。
[参考文献]
[1] GSK980TA车床数控系统使用手册.广州数控设备厂.
[2] 方芹.数控机床编程与操作实训.国防工业出版社,1999.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年2期)2017-05-04
现代工业经济和信息化(2016年12期)2016-05-17
制造技术与机床(2015年10期)2015-04-09
制造技术与机床(2015年10期)2015-04-09
装备机械(2015年1期)2015-02-28
组合机床与自动化加工技术(2014年9期)2014-03-01
