抛光磨头凸轮曲线的新型加工方法探讨
2009-01-20 02:30邓小明隋旭东陈光永
佛山陶瓷 2009年10期
关键词:数控技术
邓小明 隋旭东 陈光永
摘要 本文通过介绍凸轮式抛光磨头的工作原理,指出了凸轮曲线目前在设计及加工方面存在的不足,并提出了凸轮式抛光磨头凸轮曲线一种全新的设计、加工思路。
关键词 抛光磨头,凸轮曲线,数控技术
在现有的瓷质砖(石材)抛光磨头设备中,有一种各磨块摆杆以凸轮为驱动装置的结构,其工作原理如图1所示,在磨盘公转的同时,通过差动轮系,使凸轮相对磨盘产生一个相对转动, 由于凸轮曲线的起伏变化,凸轮驱动主动摆杆1(三个)往复摆动(n1),主动摆杆又驱动被动摆杆4(三个)往复摆动(n2),这样就使磨块与砖面始终保持线接触的状态,从而保证了磨削所需的比压以及利于排屑操作。
为了保证系统能稳定、可靠地工作,摆杆两个主动滚轮与凸轮曲线必须共轭,也就是说,在运动过程中,摆杆中心O与凸轮定位面A的距离始终保持恒值H,而主动滚轮1、2与凸轮曲线必须始终保持良好的贴合状态(见图2上),否则的话,若有间隙,就可能引起冲出和振动现象(见图2下)。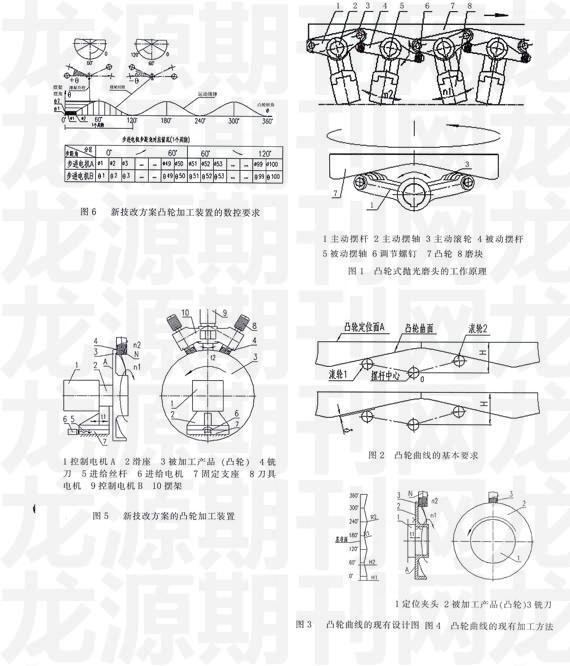
现有凸轮曲线的设计及加工方法可参见图3及图4。
图3为现有凸轮工作图中所附的凸轮曲线展开图。
图4为现有凸轮的加工原理图,其加工设备采用普通(数控)铣床或加工中心进行加工。
现有设计曲线与凸轮加工方法存在的不足有以下几方面:
(1) 现有设计曲线缺乏足够的理论支持证明其为共轭曲线。
(2) 加工方法与工作状况不符,在加工过程中,刀具中心线N与凸轮定位面A始终平行,而实际工作情况为:仅水平位置与凸轮定位面平行,在其余位置时,滚轮轴线与凸轮定位面只是一般的空间位置关系(不平行也不相交)。
(3) 实际应用中,凸轮旋转一周,曲线与滚轮间隙变化较大(只是近似共轭)。
本方案所要解决的技术问题就是为凸轮式抛光磨头凸轮曲线设计一种新的设计及加工方法,彻底消除原理误差,解决该类磨头因凸轮曲线不能共轭而产生的振动现象。
为实现上述目的,本方案拟采用以下技术方案:
(1) 加工系统的传动原理完全符合其工作原理;
(2) 系统共有4个运动:被加工件(凸轮)的旋转运动(n1)、被加工件(凸轮)的进给运动(t1)、刀具的旋转运动(n2)、刀具的摆动(t2);
(3) 其中t1、n2相互之间以及与系统其它运动无严格配套要求,仅由工艺需要决定,属于外传动链;而n1、t2之间有严格运动关系要求,属于内传动链;
(4) n1、t2的相互关系由所需运动规律确定;
(5) n1、t2的运动可由机械传动(齿轮系)实现,也可采用数控技术实现,本方案优先考虑数控方案;
(6) n1采用控制电机A来实现;t2采用控制电机B来实现。上述方案如图5所示。
下面结合图5和具体实施方式对本方案作进一步的详细说明。
根据图5提供的凸轮加工装置的结构示意图,其工作原理为:
被加工产品(凸轮3)装于滑座2上,且由控制电机A驱动;铣刀4 由刀具电机8驱动,且装于摆架10上,该系统由控制电机B驱动。
被加工产品(凸轮3)按某特定方向旋转;刀具4在自转的同时,随摆架10绕摆架轴线摆动;根据运动规律要求,凸轮每转一个步距角,摆架按正(或逆)转动相应步距角,两者有严格运动比例关系要求;而刀具转速仅决定于被加工产品所需的切削速度;凸轮3与滑座2由进给丝杆5驱动,在滑座7上移动做进给运动。
凸轮与摆架的运动规律为:如图6所示,可备选的有等速运动规律;匀加速、匀减速运动规律;余弦运动规律、正弦运动规律;也可以是各种运动组合的复合运动规律等,经分析考虑,本方案优先采用余弦运动规律。
上述设想可通过设计专用设备来实现,也可对现有的数控设备进行一定的改造后来实现,从产品的批量、产品一致性要求及经济性考虑,以采用专用设备为宜。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
汽车实用技术(2022年14期)2022-07-30
科学与财富(2021年34期)2021-05-10
金属加工(冷加工)(2020年12期)2021-01-11
装备制造技术(2020年4期)2020-12-25
湖北农机化(2020年4期)2020-07-24
湖北农机化(2020年4期)2020-07-24
现代工业经济和信息化(2016年22期)2016-08-23
现代农业(2015年6期)2015-02-28
河南科技(2014年12期)2014-02-27