基于平库条件的小比例二次配方打叶复烤均质化技术研究与应用
2024-05-16 15:25宋智勇周顺峰帅鸣陈渝邓志强彭永丰曹李培
安徽农学通报 2024年8期
关键词:变异系数
宋智勇 周顺峰 帅鸣 陈渝 邓志强 彭永丰 曹李培


摘要 打叶复烤均质化加工过程中存在配方模块等级数量多、等级比例差异大、铺叶台位不足、配料精度不高和劳动强度较大等待改进之处。本研究以配方中重量占比1%为界限,将原等级模块拆分成大比例B模块和小比例A模块,同时以23框9 200 kg烟叶为一个投料单元,计算出A模块单轮投料3框,每框345 kg,B模块单轮投料20框,每框416 kg,再分别进行铺叶装框工序备料,最后将一个投料单元内的A、B模块烟叶(共23框)按比例在3个翻箱喂料口定量喂料投入生产线。结果表明,经过小比例二次配方控制后,成品片烟烟碱含量变异系数控制到了2.47%,达到了行业先进指标水平。平库模式的小比例二次配方打叶复烤均质化技术可实现多等级、多模块均匀混配的目标,改善单一配方投料各等级之间投料重量差异大以及人工铺叶造成投料不均匀、不稳定的状况。
关键词 均质化控制;配方打叶;烟碱含量;变异系数;平库条件
中图分类号 S572;TS43 文献标识码 A
文章编号 1007-7731(2024)08-0091-05
打叶复烤加工过程中的烟叶混配是实现配方工艺目标的基础[1-2],也是实现产品特征与均质化的关键,而成品片烟的烟碱含量均匀性直接影响卷烟烟气指标[3-4],因此,打造内在化学成分更加均匀一致的片烟产品成为打叶复烤企业共同的目标[5]。目前在打叶复烤中一般通过控制生产过程中的备料、铺叶、摆把以及贮叶等关键环节,实现配方打叶的均匀性[6-7]。近年来,打叶复烤均质化技术研究较多,如沈晗等[8]和尹旭等[9]研究了基于平库和高架库两种模式均质化加工技术,杜文等[10]研究打叶复烤烟叶化学成分在线检测和成品质量控制,尹旭等[11]、卫盼盼等[12]和肖明礼等[13]研究配方打叶均质化过程研究,肖明礼等[13]、楚晗等[14]研究精准备料和不同分组方法对原烟配方模块质量的影响,何结望等[15]利用烟叶烟碱含量作为参数参与配方,分别以化学成分调节模式、混合挑选模式以及两者的组合模式实施投料过程的均匀性控制。
在实际配叶工序中,受铺叶24个台位数量限制和各等级烟叶重量差距等情况影响,难以均匀稳定地开展铺叶备料工序。例如,某工业企业将某产区收购的C2F、C3F、C4F、B2F、B3F和X2F等级原烟集中进行打叶复烤加工时,打叶挑选后的DC、碎片类共计116个配方等级,其在进行均质化加工模块的原料配方时,由于配方模块等级数量多、等级比例差异较大和铺叶台位不足等因素造成配方精度不高、配料劳动强度较大和配方等级数量大于铺叶台位总数等问题。为保证烟叶混配均匀性,在基于 “平库配方”投料方式的基础上,某复烤厂开展小比例二次配方试验与研究,以提高小比例二次配方打叶复烤均质化技术。
1 试验步骤
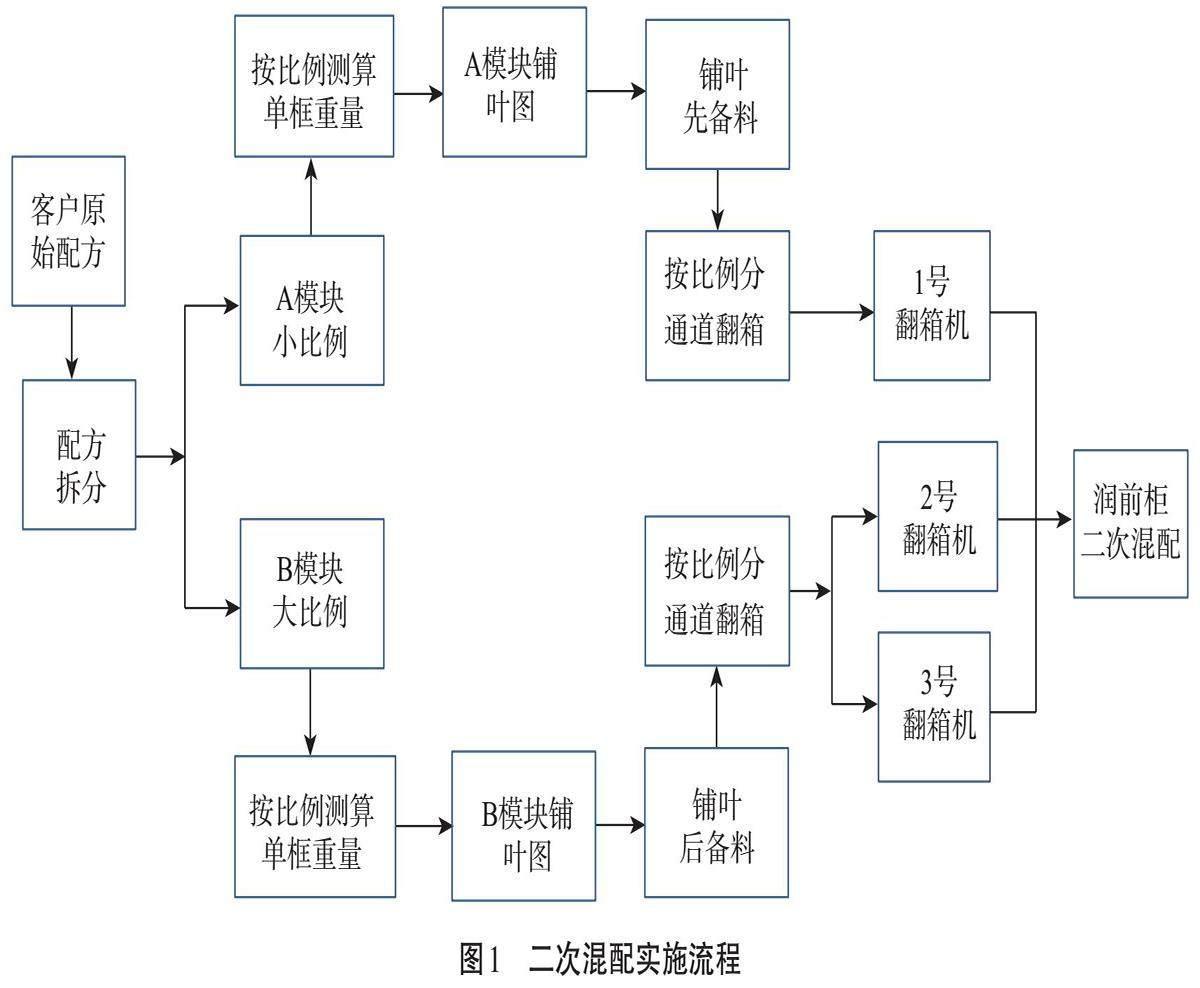
1.1 配方拆分
按照等级占比1%为接线划分界限,将等级重量占比小于1%的烟叶划分至A模块,等级重量占比大于1%的划分至B模块。
1.2 重量计算
依据润前3组储叶柜实际最佳生产储叶重量9 200 kg/柜,按照A、B模块在原配所占的比例,分别计算润前柜单柜A、B模块投料重量,然后按照总框数23框(单个通道暂存烟框容量),对两个模块装框数量按比例进行取整,再将投料重量除以取整框数,设定两个模块的单框重量,精确到千克。
1.3 铺叶图制定
重新计算拆分后A、B模块各等级占比,根据现场铺叶工位数量合理制定铺叶图,保证每个铺叶单元各等级均匀分布在6条铺叶线上,各台位、各工位投料量保持均衡状态。
1.4 铺叶投料
A模块优先按照配方进行铺叶投料,通过“平库配方系统”中的近红外摆把检测自动分组后进入暂存通道(共有16個通道),按其在批次配方总量中的比例确定其在每个通道23框烟叶中所占的框数,每个暂存通道A模块框数自动分组到对应通道。B模块烟叶配方摆把分组方式与A模块一致。
1.5 搭配出料
按通道进行生产投料,并对A、B模块等级烟框数按比例进行顺序搭配出料。对“平库”暂存通道的烟叶,按照通道顺序依次装笼进行真空回潮,每个回潮小车按照A、B两个模块的框数比例进行搭配,实现A、B两个模块等级烟草按比例同步回潮。
二次混配实施流程如图1所示。
2 试验方案
2.1 试验等级
为了测试二次混配方案的效果,现选取某工业公司2019烤季DC、碎片类等级HA0119XAA开展小比例二次配方试验,该等级原烟共计898 002.50 kg、17 960.05担,按计划拆分为A、B两个模块开展二次混配加工。依据某复烤厂平库备料库容单元规格:184担/列×16列=2 944担/单元,本等级共需要备料6.1个单元,考虑到尾料较少,通过调整装框重量规避尾料对投料均匀性的影响,将本批次容量规划到6个单元。
根据等级占比大小将两个模块进行分组备料,其中试验等级含58个等级碎片类烟叶共计1 988.00担,占比11.07%,设定为A模块。试验等级含58个等级DC类烟叶,58个等级共计15 972.05担,占比88.93%,设定为B模块(表1)。
2.2 装框重量
为保证均质化加工模式的连续性,润前柜以9 200.00 kg,总翻箱数量为23框为一个投料单元,A模块每个备料通道须备料2.55框,取整后为3框,因此理论单框重量为340.00 kg,核销尾料后的单框重量为345.00 kg。由于单一备料通道备料烟叶框数为23框,因此B模块每个备料通道须备料20框,理论单框重量为409.00 kg,核销尾料后的单框重量为416.00 kg(表2)。
2.3 铺叶均匀性
根据A、B两个模块铺叶配比方案分别进行投料,A、B两个模块每轮投料重量均为9 200.00 kg,其中A模块每轮投料时间40 min,B模块每轮投料时间35 min,其中A模块平均重量344.80 kg,比设定重量低0.20 kg,B模块平均重量416.30 kg,比设定重量高0.30 kg,落料重量控制符合标准要求(表3)。
在平库暂存区A、B模块等级烟叶按照比例,分通道进行暂存摆放,每个暂存区烟叶码放规则见图2。虚线上方区域方块代表A模块等级烟叶,虚线下方区域方块代表B等级烟叶,A模块烟框分别用“A01,A02,…,A16”标识卡进行标识,B模块烟框标识分别用“B01,B02,…,B16”标识卡进行标识(字母为模块代码,数字为通道代码)。
2.4 翻箱喂料
A、B模块按照“20+3”的组合按照“1,2,3,…,16”通道顺序依次投料。A+B真空回潮蒸笼按“5+1,5+1,5+1,5+0”的框数进行组合,回潮后翻箱喂料按比例进行喂料,1号翻箱机的流量设置为1 330 kg/h,B模块通过2号、3号翻箱机同时进行喂料,一个单元投料均投料10框,2号、3号翻箱机的流量设置为5 336 kg/h,通过翻箱喂料速度的匹配来平衡A、B模块的投料框数比例,实现两个拆分模块的均匀混配,一个通道烟叶(23框烟)全部进入一个预混柜,过程中,采取手动换柜,预混柜按照“一进一出一备”的方式进出料(表4)。
3 结果与分析
3.1 配方备料
采用试验方案进行铺叶摆把,配方备料后,A模块第六配方单元2号、3号、6号和16号通道各少1框,5号、10号、11号、14号和15号通道各多1框,烟框烟碱值通过人工干预,将多出的通道烟框调整到较少的通道,模块整体较理论规划框多1框。B模块最后一个单元3号、4号、12号、13号和16号通道各少1框,1号、2号、5号和11号通道各多1框,烟框烟碱值通过人工干预,将多出的通道烟框调整到较少的通道,模块整体较理论规划框少1框(表5)。
3.2 复烤机尾含水率
每个试验复烤工艺机尾含水率每2 h检测一次,测量结果如表6所示。复烤机尾含水率平均值分别为11.92%和11.90%,最大值分别为12.46%和12.27%,最小值分别为11.39%和11.31%,合格率均为100%,标准偏差均为0.26%,含水率标准偏差≤0.33%,烟叶含水率稳定性较好。
3.3 化学成分
对该模块的烟碱、糖碱比取样检测,检测结果如表7所示。
由表7可知,样品1和样品2的原烟烟碱变异系数分别为34.32%和43.28%,成品片烟烟碱变异系数分别为2.77%和2.22%,下降幅度分别为91.93%和94.87%。
如表8所示,样品1和样品2的原烟糖碱比变异系数分别为82.27%和56.39%,成品片烟糖碱比变异系数分别为7.21%和5.41%,下降幅度分别为91.24%和90.41%。
3.4 烟碱变异系数
使用2018和2019烤季不同工业公司相同等级烟叶,对比小比例二次混配等级烟碱变异系数,如表9所示。
注:/表示数据无意义。
HA0119XAA二次混配后,经检测后烟碱变异系数为2.47%,满足某工业公司<3.00%的控制目标要求,与其他工业公司相同等级烟叶烟碱变异系数平均值4.75%相比,烟碱变异系数下降幅度为48%,均匀性控制效果明显。
4 结论与讨论
打叶复烤加工过程中,成品片烟中烟碱变异系数的高低对产品品吸质量有重要影响,生产过程中一般采取配方投料、均匀摆把和各级混配等方式降低烟碱变异系数,其中最关键工序属前段投料工序。然而对于等级模块数量多、重量比例差异大的情况,常规配比铺叶模式难以做到均匀混配。本研究配方中重量占比1%为界限,将原等级模块拆分成大比例B模块和小比例A模块,B模块重量占比88.93%,A模块重量占比11.07%,以23框9 200.00 kg烟叶为一个投料单元,计算得出,A模块单轮投料3框,每框345.00 kg,B模块单轮投料20框,每框416.00 kg,最后将一个投料单元内的A、B模块共23框烟叶按3∶10∶10比例在3个翻箱喂料口定量喂料投入生产线,结果表明,经过小比例二次配方控制后,成品片烟烟碱含量变异系数控制到了2.47%,达到了行业先进指标水平。
本试验尾料虽然经过理论规划,其实际出框数及每个通道内的烟框数与设计值存在差异,需要最后一轮进行人工干预调控及通过重量微调以满足框数要求。在后续“小比例预配”摆把模式的研究时,将依据每个配方实际情况,结合某复烤厂摆把工位数量,寻找更合理小比例配方比例占全重的比例,使之与翻箱流量控制更匹配,现场操作更加简便,均质化效果更加明显。
参考文献
[1] 徐小红,孔祥俊,李新锋,等. 基于原烟配方库的批间烟碱均衡组批投料方法研究[J]. 农业与技术,2016,36(2):23.
[2] 王宏铝,王筑临,许小双,等. 基于在线烟碱预测模型的烟叶复烤均质化加工[J]. 烟草科技,2015,48(6):73-77.
[3] 张志成,侯开虎,陈兴侯,等. SPC烟叶复烤加工过程在烟碱含量测定中的应用[J]. 价值工程,2018,37(3):156-159.
[4] 何结望,李琳,吴风光,等. 打叶复烤片烟质量均匀性评价方法的构建和实践[J]. 江西农业学报,2012,24(8):43-46,53.
[5] 吴祚友,徐其敏,马建勋. 打叶复烤均质化技术[J]. 农技服务,2011,28(11):1602-1603,1615.
[6] 杨凯,陈清,徐其敏,等. 打葉复烤配方均匀性控制模式研究[J]. 烟草科技,2012,45(12):14-17.
[7] 王献友,孟昭文,李屹,等. 关于烟叶配方打叶均质化控制的应用研究[J]. 科技视界,2018(1):18-20,65.
[8] 沈晗,杨凯,马思旺,等. 基于平库条件的配方打叶复烤均质化技术[J]. 烟草科技,2019,52(12):79-85.
[9] 尹旭,陈清,徐其敏,等. 基于高架库模式的打叶复烤均质化加工技术研究[J]. 安徽农业科学,2016,44(12):101-103.
[10] 杜文,易建华,黄振军,等. 打叶复烤烟叶化学成分在线检测和成品质量控制[J]. 中国烟草学报,2009,15(1):1-5.
[11] 尹旭,徐其敏,陈清. 打叶复烤均匀性加工技术研究进展[J]. 安徽农业科学,2013,41(16):7307-7309.
[12] 卫盼盼,马建勋,陈清,等. 不同省份烤烟质量均匀性评价[J]. 湖南农业科学,2013(21):16-19.
[13] 肖明礼,陈越立,尹智华,等. 烟叶配方打叶均匀性的研究[J]. 现代食品科技,2011,27(6):684-686.
[14] 楚晗,张长安,王文杰,等. 打叶复烤自动化精准配方投料设备的设计与应用[J]. 中国烟草学报,2021,27(4):45-50.
[15] 何结望,吴风光,谢豪,等. 不同分组方法对原烟配方模块质量的影响[J]. 中国烟草科学,2011,32(2):86-89.
(责编:王 菁)
基金项目 湖南烟叶复烤有限公司科技项目专项课题(HNFK2022KL02)。
作者简介 宋智勇(1986—),男,湖南株洲人,工程师,从事打叶复烤工艺技术研究。
通信作者 周顺峰(1988—),男,湖南永州人,硕士,工程师,从事打叶复烤设备、工艺技术研究。
收稿日期 2024-01-12
猜你喜欢
湖北农业科学(2017年21期)2017-11-30
时代金融(2017年18期)2017-07-31
科技视界(2017年7期)2017-07-26
电脑知识与技术(2016年29期)2017-04-27
湖北农业科学(2016年23期)2017-03-17
东方教育(2016年3期)2016-12-14
现代经济信息(2016年13期)2016-06-17
中国市场(2016年10期)2016-03-24
地球科学与环境学报(2016年1期)2016-03-15
江苏农业科学(2015年10期)2015-12-23